लगभग हर व्यक्ति को ऐसी स्थिति का सामना करना पड़ा है जहां किसी धातु के हिस्से को वेल्ड करना आवश्यक था। अधिकतर ऐसा तब होता है जब निर्माण कार्य. यह बहुत अच्छा है यदि कोई व्यक्ति इस प्रक्रिया को जानता है, लेकिन कभी-कभी आपको अपने क्षेत्र के पेशेवरों की ओर रुख करना पड़ता है। लेकिन आप स्वयं वेल्डिंग सीख सकते हैं। शुरुआती लोग आमतौर पर सिलाई सीखना शुरू करते हैं। जटिल कार्य तभी शुरू होना चाहिए जब घरेलू कारीगर इलेक्ट्रोड का सही ढंग से उपयोग करके वेल्ड करना सीख जाए।
बुनियादी अवधारणाओं
 वेल्डिंग आज सबसे विश्वसनीय धातु कनेक्शन है, क्योंकि यह सामग्रियों को एक पूरे में जोड़ता है। प्रक्रिया उच्च तापमान के प्रभाव में होती है। अधिकांश वेल्डिंग मशीनें संचालित करने के लिए इलेक्ट्रिक आर्क का उपयोग करती हैं।
वेल्डिंग आज सबसे विश्वसनीय धातु कनेक्शन है, क्योंकि यह सामग्रियों को एक पूरे में जोड़ता है। प्रक्रिया उच्च तापमान के प्रभाव में होती है। अधिकांश वेल्डिंग मशीनें संचालित करने के लिए इलेक्ट्रिक आर्क का उपयोग करती हैं।
इसके संचालन का सिद्धांत इस प्रकार है: यह धातु को एक निश्चित छोटे क्षेत्र में गलनांक तक गर्म करता है। इस प्रकार की वेल्डिंग को इलेक्ट्रिक आर्क वेल्डिंग कहा जाता है।
विद्युत चाप बनाते समय, प्रत्यक्ष और प्रत्यावर्ती धारा दोनों का उपयोग किया जा सकता है। प्रत्यावर्ती वोल्टेज के लिए ट्रांसफार्मर का उपयोग किया जाता है, स्थिर वोल्टेज के लिए इनवर्टर का उपयोग किया जाता है।
इनवर्टर के साथ काम आसान है, क्योंकि वे 220 वी नेटवर्क पर काम करते हैं। वे आकार और वजन में छोटे होते हैं, लगभग 4-8 किलोग्राम। वे लगभग कोई शोर नहीं करते हैं और वोल्टेज को प्रभावित नहीं करते हैं।
ट्रांसफार्मर के साथ काम करना अधिक कठिन है, क्योंकि करंट प्रत्यावर्ती होता है, यह वोल्टेज वृद्धि को प्रभावित करता है, जिससे पड़ोसी और पड़ोसी आमतौर पर बहुत खुश नहीं होते हैं घर का सामान. उपकरण बड़ा और भारी है.
इस प्रकार यह स्पष्ट हो जाता है कि शुरुआती लोगों के लिए, वेल्डिंग इन्वर्टर अधिक उपयुक्त है.
आवश्यक उपकरण
 वेल्डिंग कार्य के लिए आपको उपकरणों के एक सेट और विशेष सुरक्षा की आवश्यकता होती है। यह वेल्डिंग मशीन ही है, इलेक्ट्रोड, हथौड़ा और ब्रश। इलेक्ट्रोड का व्यास उस सामग्री पर निर्भर करता है जिस पर काम किया जाना है।
वेल्डिंग कार्य के लिए आपको उपकरणों के एक सेट और विशेष सुरक्षा की आवश्यकता होती है। यह वेल्डिंग मशीन ही है, इलेक्ट्रोड, हथौड़ा और ब्रश। इलेक्ट्रोड का व्यास उस सामग्री पर निर्भर करता है जिस पर काम किया जाना है।
सुरक्षा के बारे में मत भूलना. अपनी आंखों की सुरक्षा के लिए वेल्डिंग मास्क जरूरी है और आपको मोटे कपड़े, साबर दस्ताने और टिकाऊ जूते भी पहनने चाहिए। प्रत्यावर्ती धारा को प्रत्यक्ष धारा में परिवर्तित करने वाले उपकरण भी उपयोगी होते हैं - यह एक रेक्टिफायर, इन्वर्टर या ट्रांसफार्मर है।
कार्य प्रौद्योगिकी
विद्युत चाप उत्पन्न होने के लिए, प्रवाहकीय तत्वों की आवश्यकता होती है: इस मामले में, यह धातु और एक इलेक्ट्रोड है। जब धातु और इलेक्ट्रोड संपर्क में आते हैं, तो एक विद्युत चाप प्रकट होता है। उसी स्थान पर, धातु तुरंत पिघलना शुरू हो जाती है, और उसी समय इलेक्ट्रोड पिघल जाता है और वेल्ड पूल में स्थानांतरित हो जाता है।

साथ ही इस प्रक्रिया में, इलेक्ट्रोड की सुरक्षात्मक सतह जल जाती है, आंशिक रूप से वाष्पित हो जाती है और एक निश्चित मात्रा में गैसें छोड़ती है। ये गैसें एक पर्दा बनाती हैं और धातु को ऑक्सीकरण से बचाती हैं। धातु पर स्लैग का लेप भी लगाया जाता है, जो धातु का तापमान बनाए रखने में मदद करता है।
सीम का निर्माण तब होता है जब इलेक्ट्रोड चलता है, जो वेल्डिंग का संपूर्ण रहस्य है। अधिक झुकाव के कोण और वर्तमान मापदंडों की निगरानी करना आवश्यक है. धातु के ठंडा होने के बाद उस पर धातुमल की परत बनी रहती है, जो धातु को ऑक्सीकरण से बचाती है। फिर स्लैग को हथौड़े से पीटा जाता है।
खाना बनाना कैसे सीखें
 सबसे पहले, वेल्डिंग का काम एक अनुभवी वेल्डर की देखरेख में किया जाना चाहिए; वह आपको दिखाएगा कि वेल्डिंग कैसे सीखें, समस्या होने पर सलाह देगा और मदद करेगा। आप धातु के टुकड़े पर अभ्यास कर सकते हैं।
सबसे पहले, वेल्डिंग का काम एक अनुभवी वेल्डर की देखरेख में किया जाना चाहिए; वह आपको दिखाएगा कि वेल्डिंग कैसे सीखें, समस्या होने पर सलाह देगा और मदद करेगा। आप धातु के टुकड़े पर अभ्यास कर सकते हैं।
शुरुआती वेल्डर के लिए 3 मिमी इलेक्ट्रोड सबसे उपयुक्त है. इसकी लागत थोड़ी अधिक है, लेकिन इसके साथ काम करना आसान है। बाद में, जैसे-जैसे अनुभव प्राप्त होता है, आप अन्य विकल्पों पर आगे बढ़ सकते हैं। आप इसे एक विशेष होल्डर में लगा सकते हैं, जो स्प्रिंग या स्क्रू हो सकता है और किसी एक केबल से जुड़ा होता है। इलेक्ट्रोड को ठीक करने के बाद, आप केबल कनेक्ट करना शुरू कर सकते हैं।
पर वेल्डिंग मशीन दो आउटपुट हैं: सकारात्मक और नकारात्मक. दो केबल भी हैं, उनमें से एक एक धारक के साथ समाप्त होता है जिसमें इलेक्ट्रोड डाला जाता है, दूसरा एक विशेष क्लैंप के साथ समाप्त होता है।
पर सामान्य प्रकारवेल्डिंग करते समय, सीधी ध्रुवता जुड़ी होती है: माइनस इलेक्ट्रोड में जाता है, प्लस भाग में। लेकिन कुछ कार्यों में रिवर्स पोलरिटी का उपयोग किया जाता है।
इलेक्ट्रिक वेल्डिंग प्रक्रिया
 सभी भागों और उपकरणों को तैयार करने के बाद, आप काम करना शुरू कर सकते हैं। सबसे पहले केबल को क्लैंप से जोड़ दें। फिर आपको इलेक्ट्रोड के इन्सुलेशन और विश्वसनीय निर्धारण के लिए अन्य केबल की जांच करने की आवश्यकता है। फिर वर्तमान शक्ति को चयनित इलेक्ट्रोड के व्यास के आधार पर वेल्डिंग मशीन पर सेट किया जाता है।
सभी भागों और उपकरणों को तैयार करने के बाद, आप काम करना शुरू कर सकते हैं। सबसे पहले केबल को क्लैंप से जोड़ दें। फिर आपको इलेक्ट्रोड के इन्सुलेशन और विश्वसनीय निर्धारण के लिए अन्य केबल की जांच करने की आवश्यकता है। फिर वर्तमान शक्ति को चयनित इलेक्ट्रोड के व्यास के आधार पर वेल्डिंग मशीन पर सेट किया जाता है।
एक विद्युत चाप प्रज्वलित होता है. ऐसा करने के लिए आपको थोड़ा सा चाहिए धातु को इलेक्ट्रोड से स्पर्श करें, चिंगारी उड़नी चाहिए। पहले संपर्क के बाद, इलेक्ट्रोड धातु को छूता है और 5 मिमी की ऊंचाई तक बढ़ जाता है।
पूरे ऑपरेशन के दौरान 5 मिमी की ऊंचाई बनाए रखी जानी चाहिए। जैसे-जैसे प्रक्रिया आगे बढ़ती है, इलेक्ट्रोड जल जाना चाहिए और इसे बदलना होगा. यह समय-समय पर धातु से चिपक भी सकता है, ऐसे में आपको इसे थोड़ा हिलाने की जरूरत है।
चाप को प्रज्वलित करने के बाद, आप मनके को जोड़ने के लिए आगे बढ़ सकते हैं। यह हल्के दोलनीय आंदोलनों के साथ किया जाता है, जिससे इलेक्ट्रोड सुचारू रूप से चलता है। ऑपरेशन का नतीजा धातु की थोड़ी सी जमाव के साथ एक सीम होना चाहिए।
इलेक्ट्रोड की गति तीन दिशाओं में हो सकती है:
- प्रगतिशील.
- अनुप्रस्थ।
- अनुदैर्ध्य.
जैसे-जैसे आप काम करते हैं, आप एक विकल्प को दूसरे पर आरोपित कर सकते हैं। प्रत्येक मास्टर अपनी दिशा में काम करना पसंद करता है। आख़िर मुख्य कार्य तो यही है विश्वसनीय कनेक्शनधातुएँ, लेकिन यह कैसे होता है यह इतना महत्वपूर्ण नहीं है।
कुछ बारीकियाँ
केवल इलेक्ट्रोड को धातु के पार ले जाना ही पर्याप्त नहीं है। आपको वेल्डिंग की कुछ बारीकियों और एक निश्चित धातु को ठीक से कैसे वेल्ड किया जाए, यह जानने की जरूरत है। उनमें से एक यह है कि सीवन भाग को "खींचता" है, जिससे वे नेतृत्व कर सकते हैं। और अंत में परिणाम गुरु की अपेक्षा से बिल्कुल अलग होगा। प्रायः, भाग को कई स्थानों पर पकड़कर, लगभग हर 10 सेमी पर, इस समस्या से बचा जा सकता है। यह दोनों तरफ से किया जाता है, जिसके बाद मुख्य कार्य शुरू होता है।
सही करंट का चुनाव कैसे करें
वेल्डिंग से पहले धातु को जोड़ने के अलावा, आपको यह जानना होगा कि कुछ स्थितियों में वर्तमान मूल्य क्या निर्धारित करना है। यह सब जिस धातु पर काम किया जा रहा है उसकी मोटाई और इलेक्ट्रोड के व्यास पर निर्भर करता है।
लेकिन कभी-कभी वोल्टेज अचानक गिर सकता है, इन्वर्टर इस स्थिति पर प्रतिक्रिया नहीं कर पाएगा। इस मामले में, आपको इसे गर्म करने के लिए बस इलेक्ट्रोड की गति को धीमा करना होगा। इलेक्ट्रोड को सीम के साथ बार-बार चलाने से भी मदद मिल सकती है। यदि इससे मदद नहीं मिलती, तो आप कर सकते हैं एक छोटे व्यास का इलेक्ट्रोड स्थापित करें.
पाइपलाइन वेल्डिंग
इलेक्ट्रिक आर्क वेल्डिंग का उपयोग करके, आप एक क्षैतिज सीम बना सकते हैं जो पाइप की परिधि के चारों ओर चलता है और एक ऊर्ध्वाधर सीम जो किनारे से चलता है, साथ ही ऊपर और नीचे का सीम भी बनाता है। सबसे सुविधाजनक विकल्प निचला सीम है।

स्टील पाइपों को बट वेल्ड किया जाना चाहिए, दीवारों की ऊंचाई के साथ सभी किनारों को वेल्डिंग करना चाहिए। ऑपरेशन के दौरान, इलेक्ट्रोड को 45 डिग्री के कोण पर स्थापित किया जाना चाहिए - यह उत्पादों के अंदर सैगिंग को कम करने के लिए किया जाता है। सीम की चौड़ाई 2−3 मिमी, ऊंचाई - 6−8 मिमी होनी चाहिए। यदि वेल्डिंग को ओवरलैप किया गया है, तो आवश्यक चौड़ाई 6-8 मिमी है, और ऊंचाई 3 मिमी है।
काम शुरू करने से ठीक पहले प्रारंभिक प्रक्रियाओं को पूरा करने की आवश्यकता है:
- हिस्से को साफ करने की जरूरत है.
- यदि पाइप के किनारे विकृत हैं, तो उन्हें सीधा करें या एंगल ग्राइंडर से या बस ग्राइंडर से काट दें।
- जिन किनारों पर सीवन जाएगा उन्हें चमकने के लिए साफ किया जाना चाहिए।
तैयारी के बाद आप काम शुरू कर सकते हैं. ज़रूरी सभी जोड़ों को लगातार वेल्ड करें, पूरी तरह से वेल्डिंग करें. 6 मिमी तक की चौड़ाई वाले पाइप जोड़ों को 2 परतों में, 6-12 मिमी की चौड़ाई को 3 परतों में और 19 मिमी से अधिक की दीवार की चौड़ाई के साथ 4 परतों में वेल्ड किया जाता है। मुख्य विशेषताइसमें स्लैग से पाइपों को लगातार साफ करना शामिल है, यानी प्रत्येक पूर्ण परत के बाद इसे स्लैग से साफ करना आवश्यक है और उसके बाद ही एक नया वेल्ड करना आवश्यक है। पहले सीम पर काम करते समय विशेष सावधानी बरतनी चाहिए, सभी कुंद और किनारों को जोड़ना आवश्यक है। दरारों की उपस्थिति के लिए पहली परत की सावधानीपूर्वक जांच की जाती है, यदि वे मौजूद हैं, तो उन्हें पिघलाया जाना चाहिए या काट दिया जाना चाहिए और फिर से वेल्ड किया जाना चाहिए।
पाइप को धीरे-धीरे घुमाते हुए बाद की सभी परतों को वेल्ड किया जाता है। अंतिम परत को आधार धातु में एक समान संक्रमण के साथ वेल्ड किया जाता है।
नौसिखिया वेल्डर की गलतियाँ
यह जानने के लिए कि इलेक्ट्रिक वेल्डिंग के साथ ठीक से खाना कैसे बनाया जाए, आपको इस पर विचार करने की आवश्यकता है मुख्य गलतियाँ जो शुरुआती लोग करते हैं:

उपरोक्त सभी गलतियाँ अत्यंत गंभीर हैं। और भी कई बारीकियाँ हैं जिन्हें केवल अनुभव से ही समझा जा सकता है।
पतली दीवार वाली धातु या प्रोफ़ाइल को वेल्डिंग करते समय काम के प्रति सावधानीपूर्वक दृष्टिकोण की आवश्यकता है. साफ इलेक्ट्रोड लगाकर और उसके ऊपर सीधे वेल्डिंग करके पतले हिस्सों को वेल्ड किया जा सकता है।
अलौह धातुओं पर वेल्डिंग बिल्कुल अलग है, क्योंकि इसके लिए अलग-अलग इलेक्ट्रोड की आवश्यकता होती है। एक विशेष सुरक्षात्मक वातावरण की भी आवश्यकता होती है। अब आप सार्वभौमिक मशीनें खरीद सकते हैं जो लगभग किसी भी धातु को पकाती हैं।
पतली दीवार वाली धातुओं के साथ काम करने के लिए अर्ध-स्वचालित उपकरण भी हैं। इसका सार एक विशेष तार को जोड़ने में निहित है।
शुरुआती लोगों के लिए इलेक्ट्रिक वेल्डिंग कोई आसान काम नहीं है। लेकिन अगर आपमें पर्याप्त इच्छा है, तो आप इसमें महारत हासिल कर सकते हैं। आपको बस बुनियादी नियमों का पालन करना होगा और अधिक सलाह सुननी होगी अनुभवी कारीगर. परिणामस्वरूप, आगे बढ़ना संभव होगा जटिल कार्य, अपने कौशल का सम्मान करना।
प्रौद्योगिकी के अनुपालन में, इलेक्ट्रिक वेल्डिंग का उपयोग करके सही तरीके से खाना पकाने का ज्ञान आपको स्वतंत्र रूप से बनाने की अनुमति देगा विभिन्न प्रकार धातु संरचनाएँऔर उत्पाद. यदि आपके पास कोई अनुभव नहीं है, तो आप आसानी से बुनियादी बातों और तकनीकों में महारत हासिल कर सकते हैं, और फिर उन्हें अभ्यास में सफलतापूर्वक लागू कर सकते हैं।
इलेक्ट्रिक वेल्डिंग
इलेक्ट्रिक वेल्डिंग की मूल बातें समझने के लिए, आपको प्रक्रिया के सार को समझने की आवश्यकता है। धातु तत्वों का जुड़ाव उच्च तापमान के प्रभाव में स्थानीय विस्तार के परिणामस्वरूप होता है। एक चाप बनाया जाता है जो धातु को पिघला देता है, फिर तैयार संरचना ठंडी हो जाती है और मजबूत और ठोस हो जाती है।
चाप बनाने के दो तरीके हैं:
- प्रत्यक्ष धारा पर;
- प्रत्यावर्ती धारा पर.
डीसी वेल्डिंग के लिए इनवर्टर का उपयोग किया जाता है। वे स्थिर विद्युत मापदंडों के साथ एक चाप बनाते हैं, जो वेल्डिंग प्रक्रिया को सरल बनाता है:
- एक समान, समान सीम बनता है;
- धातु बिखरती नहीं है.
कई इनवर्टर में सुरक्षात्मक कार्यों से सुसज्जित मानक प्रीसेट होते हैं जो आपको वर्तमान मापदंडों की निगरानी करने की अनुमति देते हैं। इनका उपयोग शुरुआती या पेशेवरों द्वारा किया जा सकता है।
प्रत्यावर्ती धारा पर वेल्डिंग के लिए ट्रांसफार्मर का उपयोग करना आवश्यक है। उनके फायदे: उच्च शक्ति, नेटवर्क मापदंडों के प्रति सरलता। लेकिन साथ ही उनका वजन बहुत अधिक होता है और शोर का स्तर भी ऊंचा होता है। इसके अलावा, वे विद्युत नेटवर्क में व्यवधान पैदा कर सकते हैं।
औजार
वेल्डिंग के लिए विशेष उपकरणों के चयन की आवश्यकता होगी:
- के लिए उपयुक्त तकनीकी निर्देशवेल्डिंग मशीन;
- एक निश्चित संरचना के इलेक्ट्रोड, जुड़े हुए धातुओं के प्रकार और उनकी मोटाई पर निर्भर करते हैं;
- सुरक्षात्मक मुखौटा, कपड़े, दस्ताने, जूते;
- स्केल हटाने या सीम को चिकना करने के लिए हथौड़ा, धातु ब्रश;
- पानी के साथ कंटेनर.
शुरुआती लोगों को करंट और वोल्टेज का चयन करने के लिए समान संरचना और मोटाई के तत्वों को लेने की आवश्यकता होती है। आवश्यक विशेषताओं के साथ सीम बनाने का अभ्यास करने की भी सिफारिश की जाती है ताकि वर्कपीस को नुकसान न पहुंचे।
वेल्डिंग साइट को नियमों और सुरक्षा आवश्यकताओं का पालन करना होगा। कार्य करने की सुविधा के लिए कमरे या क्षेत्र का क्षेत्रफल पर्याप्त होना चाहिए।
बिजली आपूर्ति के साथ समस्याओं के मामले में, आपको अतिरिक्त रूप से एक रेक्टिफायर कनेक्ट करने की आवश्यकता होगी। यह करंट और वोल्टेज को स्थिर करेगा, जिससे एक स्थिर चाप बनेगा।
कौन से इलेक्ट्रोड का उपयोग करना है
शुरुआती उपहारों के लिए इलेक्ट्रिक वेल्डिंग जटिल प्रक्रियायदि इलेक्ट्रोड गलत तरीके से चुना गया था। सीम की गुणवत्ता, एकरूपता, पैठ, अशुद्धियों की अनुपस्थिति आदि हानिकारक यौगिक. इसलिए, निम्नलिखित चयन मानदंडों को ध्यान में रखा जाता है:
- रॉड की संरचना वेल्ड की जा रही धातुओं के यथासंभव करीब होनी चाहिए;
- सुरक्षात्मक आवरण को सीम को ऑक्साइड के गठन से बचाना चाहिए;
- अंकन के आधार पर कनेक्शन ध्रुवता देखी जानी चाहिए;
- वर्तमान मापदंडों को वेल्डिंग मशीन की आवश्यकताओं और भागों की मोटाई के अनुरूप होना चाहिए;
- व्यास का चयन किया जाना चाहिए ताकि आवश्यक विशेषताओं वाला एक सीम बनाया जा सके।

इलेक्ट्रोड का पैक
इलेक्ट्रिक वेल्डिंग से खाना बनाना कैसे सीखें
इलेक्ट्रिक वेल्डिंग सीखने के लिए आपको तैयारी करनी होगी कार्यस्थल, सभी उपकरण एकत्र करें, कार्य सुरक्षा सुनिश्चित करें। यदि आप स्वयं सभी चरणों में महारत हासिल कर लेते हैं, तो आपको अपने कौशल को निखारने के लिए सामग्री खोजने की आवश्यकता होगी।
नौसिखिए वेल्डर के लिए यह सीखना महत्वपूर्ण है कि कार्य क्षेत्र को ठीक से कैसे सुसज्जित किया जाए:
- सुरक्षात्मक स्क्रीन स्थापित करें;
- ज्वलनशील या दहनशील सामग्री हटा दें;
- उपकरणों तक पहुंच प्रदान करें।
आपको कपड़े चुनने की ज़रूरत है, क्योंकि असुविधा की भावना के साथ इलेक्ट्रिक वेल्डिंग का उपयोग करके धातु को सही ढंग से वेल्ड करना बेहद असुविधाजनक है:
- कपड़े मोटे कपड़ों से बने होने चाहिए;
- कीलयुक्त एड़ियों वाले जूते स्वीकार्य नहीं हैं;
- वेल्डिंग हेलमेट में डिमिंग समायोजन के साथ ग्लास होना चाहिए;
- विभाजित चमड़े के दस्ताने का उपयोग करने की अनुशंसा की जाती है।
धातु वेल्डिंग के नियमों का पालन करना आवश्यक है:
- भागों की सतहों को स्केल, जंग और गंदगी से साफ किया जाना चाहिए;
- वेल्डिंग मशीन को ग्राउंड किया जाना चाहिए;
- काम करते समय, आपको सुरक्षा आवश्यकताओं का पालन करना चाहिए;
- चयनित वेल्डिंग तकनीक के नियमों का पालन करें।
इलेक्ट्रोड को कैसे कनेक्ट करें
कनेक्शन केबल के एक छोर पर स्थित एक विशेष क्लैंप से किया जाता है। लॉकिंग तंत्र दो प्रकार के होते हैं:
- पेंच, जो एक क्लैंप के साथ घूमने वाला क्लैंप है;
- स्प्रिंग, आपको एक विशेष बटन दबाने पर इसे ठीक करने की अनुमति देता है।
इन्वर्टर का उपयोग करते समय, ग्राउंड केबल सकारात्मक टर्मिनल से जुड़ा होता है, और क्लैंप के साथ - नकारात्मक टर्मिनल से जुड़ा होता है। आर्गन वेल्डिंग करते समय, ध्रुवता बदल जाती है।
वेल्डिंग की शुरुआत: आर्क को जलाना
आप निम्नलिखित तरीकों से एक चाप जला सकते हैं:
- टैपिंग - अंत कई बार भाग की सतह से टकराता है;
- संचालन - एक इलेक्ट्रोड तेजी से सीम लाइन के साथ खींचा जाता है।
इन तरीकों का पहले से परीक्षण करना और विशिष्ट समस्याओं को हल करने के लिए इष्टतम का चयन करना महत्वपूर्ण है।
वेल्ड किए जाने वाले भागों की सतह के ऊपर इलेक्ट्रोड के झुकाव के सुविधाजनक कोण 30 0 से 60 0 तक माने जाते हैं। कोण निम्नलिखित तरीकों से बनाया जा सकता है:
- आगे, धातु को न्यूनतम ताप प्रदान करना;
- वापस, भागों को चयनित धारा के लिए अधिकतम गहराई तक गर्म किया जाता है, स्लैग वेल्ड पूल को बंद करने की गति से चलता है।
प्रक्रिया को पूरी तरह से नियंत्रित करने के लिए, सतह से इलेक्ट्रोड तक 2 से 3 मिमी की दूरी बनाए रखना आवश्यक है।

वेल्डिंग झुकाव
आंदोलनों
इलेक्ट्रोड को घुमाते समय निम्नलिखित मानदंडों पर विचार करना महत्वपूर्ण है:
- पहले से सोचा जाना चाहिए इष्टतम योजनावांछित विशेषताओं के साथ एक सीम प्राप्त करने के लिए सतह पर आगे बढ़ना;
- गति की गति यह निर्धारित करती है कि धातु कितनी गहराई तक पिघलेगी;
- कार्य प्रक्रिया के दौरान सीम के गठन को सावधानीपूर्वक नियंत्रित किया जाना चाहिए;
- यह महत्वपूर्ण है कि इलेक्ट्रोड को तत्व की सतह पर 2 मिमी से अधिक करीब न आने दिया जाए;
- स्नान के गठन के बाद ही आंदोलन किया जाना चाहिए।
क्या त्रुटियाँ हो सकती हैं?
अपने हाथों से वेल्डिंग कार्य करते समय, शुरुआती लोग निम्नलिखित गलतियाँ कर सकते हैं:
- वेल्डिंग मशीन का ऑपरेटिंग मोड गलत तरीके से चुना गया है;
- स्नान में पिघल आवश्यक संरचना के साथ नहीं बनता है;
- वर्तमान ताकत धातु या उसकी मोटाई के अनुरूप नहीं है, जिसके परिणामस्वरूप प्रवेश या अनवेल्डेड क्षेत्र होते हैं;
- द्रव्यमान और इलेक्ट्रोड केबलों को जोड़ने की ध्रुवीयता गलत तरीके से चुनी गई है;
- वेल्डिंग मशीन एक अस्थिर नेटवर्क से संचालित होती है, जिसके परिणामस्वरूप यह विफल हो सकती है और महंगी मरम्मत की आवश्यकता होती है;
- वेल्ड बिना चिपके बनते हैं, जिसके कारण संरचनात्मक तत्वों का जुड़ाव असेंबली आवश्यकताओं के अनुसार नहीं होता है;
- हिस्से नंगे धातु से अलग किए बिना जुड़े हुए हैं;
- अग्नि सुरक्षा उपायों का पालन नहीं किया जाता है।
एक निजी घर में, एक देश के घर में, एक गैरेज में और यहां तक कि एक अपार्टमेंट में - हर जगह ऐसे कई काम होते हैं जिनमें धातु वेल्डिंग की आवश्यकता होती है। निर्माण प्रक्रिया के दौरान यह आवश्यकता विशेष रूप से तीव्र होती है। यहां, विशेष रूप से अक्सर, कुछ पकाने या काटने की आवश्यकता होती है। और यदि आप अभी भी इसे ग्राइंडर से काट सकते हैं, तो वेल्डिंग के अलावा धातु के हिस्सों को विश्वसनीय रूप से जोड़ने के लिए कुछ भी नहीं है। और यदि निर्माण अपने हाथों से किया जाता है, तो वेल्डिंग कार्य स्वतंत्र रूप से किया जा सकता है। खासकर उन जगहों पर जहां सीम की खूबसूरती की जरूरत नहीं होती। हम आपको इस लेख में बताएंगे कि वेल्डिंग द्वारा ठीक से वेल्डिंग कैसे करें।
इलेक्ट्रिक वेल्डिंग की मूल बातें
वेल्डेड धातु के जोड़ आज सबसे विश्वसनीय हैं: टुकड़े या हिस्से एक पूरे में जुड़े हुए हैं। ऐसा उच्च तापमान के संपर्क में आने के परिणामस्वरूप होता है। अधिकांश आधुनिक वेल्डिंग मशीनें धातु को पिघलाने के लिए इलेक्ट्रिक आर्क का उपयोग करती हैं। यह प्रभावित क्षेत्र में धातु को पिघलने के तापमान तक गर्म करता है, और यह एक छोटे से क्षेत्र में होता है। चूँकि इलेक्ट्रिक आर्क का उपयोग किया जाता है, इसलिए वेल्डिंग को इलेक्ट्रिक आर्क वेल्डिंग कहा जाता है।
यह वास्तव में नहीं है सही तरीकावेल्डिंग)) कम से कम, आपको एक मास्क की आवश्यकता है
इलेक्ट्रिक वेल्डिंग के प्रकार
एक विद्युत चाप प्रत्यक्ष और प्रत्यावर्ती धारा दोनों द्वारा बनाया जा सकता है। एसी करंटवेल्डिंग ट्रांसफार्मर को वेल्ड किया जाता है, और इनवर्टर का उपयोग स्थायी के रूप में किया जाता है।
ट्रांसफार्मर के साथ काम करना अधिक जटिल है: करंट प्रत्यावर्ती होता है, इसलिए वेल्डिंग आर्क "कूदता है", उपकरण स्वयं भारी और बोझिल होता है। संचालन के दौरान आर्क और ट्रांसफार्मर दोनों द्वारा उत्पन्न शोर भी काफी कष्टप्रद होता है। एक और समस्या है: ट्रांसफार्मर नेटवर्क पर बहुत अधिक "तनाव" डालता है। इसके अलावा, महत्वपूर्ण वोल्टेज वृद्धि देखी जाती है। पड़ोसी इस बात से बहुत खुश नहीं हैं और आपके घरेलू उपकरणों को नुकसान हो सकता है।
इनवर्टर मुख्य रूप से 220 V नेटवर्क से संचालित होते हैं, साथ ही, वे आकार और वजन में छोटे होते हैं (लगभग 3-8 किलोग्राम), चुपचाप काम करते हैं, और वोल्टेज पर लगभग कोई प्रभाव नहीं डालते हैं। पड़ोसियों को पता भी नहीं चलेगा कि आपने वेल्डिंग मशीन का उपयोग शुरू कर दिया है, जब तक कि वे आपको न देख लें। इसके अलावा, चूंकि चाप प्रत्यक्ष धारा के कारण होता है, इसलिए यह उछलता नहीं है और इसे हिलाना और नियंत्रित करना आसान होता है। इसलिए यदि आप धातु को वेल्ड करना सीखने का निर्णय लेते हैं, तो शुरुआत करें वेल्डिंग इन्वर्टर. इन्वर्टर वेल्डिंग मशीन चुनने के बारे में यहां पढ़ें।
वेल्डिंग तकनीक
विद्युत चाप उत्पन्न होने के लिए, विपरीत आवेश वाले दो प्रवाहकीय तत्वों की आवश्यकता होती है। एक धातु भाग है, और दूसरा इलेक्ट्रोड है।
मैनुअल इलेक्ट्रिक आर्क वेल्डिंग के लिए उपयोग किए जाने वाले इलेक्ट्रोड में एक विशेष सुरक्षात्मक यौगिक के साथ लेपित धातु कोर होता है। इनमें ग्रेफाइट और कार्बन अधात्विक भी होते हैं वेल्डिंग इलेक्ट्रोड, लेकिन उनका उपयोग विशेष कार्य के लिए किया जाता है और नौसिखिया वेल्डर के लिए उपयोगी होने की संभावना नहीं है।
जब एक इलेक्ट्रोड और विपरीत ध्रुवता की धातु स्पर्श करती है, तो एक विद्युत चाप उत्पन्न होता है। इसके प्रकट होने के बाद जिस स्थान पर इसे निर्देशित किया जाता है, उस भाग की धातु पिघलना शुरू हो जाती है। उसी समय, इलेक्ट्रोड रॉड की धातु पिघल जाती है, जिसे इलेक्ट्रिक आर्क के साथ पिघलने वाले क्षेत्र में स्थानांतरित किया जाता है: वेल्ड पूल।
वेल्ड पूल कैसे बनता है. इस प्रक्रिया को समझे बिना आप यह नहीं समझ पाएंगे कि धातु को सही तरीके से कैसे वेल्ड किया जाए (चित्र का आकार बड़ा करने के लिए उस पर राइट-क्लिक करें)
प्रक्रिया के दौरान, सुरक्षात्मक कोटिंग भी जलती है, आंशिक रूप से पिघलती है, आंशिक रूप से वाष्पित होती है और एक निश्चित मात्रा में गर्म गैसें छोड़ती है। गैसें वेल्ड पूल को घेर लेती हैं, जिससे धातु को ऑक्सीजन के साथ संपर्क से बचाया जाता है। उनकी संरचना सुरक्षात्मक कोटिंग के प्रकार पर निर्भर करती है। पिघला हुआ धातुमल धातु पर परत भी चढ़ाता है और इसके तापमान को बनाए रखने में भी मदद करता है। ठीक से वेल्ड करने के लिए, आपको यह सुनिश्चित करना होगा कि स्लैग वेल्ड पूल को कवर करे।
वेल्ड बाथ को हिलाने से बनता है। और जब इलेक्ट्रोड हिलता है तो यह गति करता है। यह वेल्डिंग का पूरा रहस्य है: आपको इलेक्ट्रोड को एक निश्चित गति से स्थानांतरित करने की आवश्यकता है। आवश्यक प्रकार के कनेक्शन के आधार पर, इसके झुकाव के कोण और वर्तमान मापदंडों का सही ढंग से चयन करना भी महत्वपूर्ण है।
जैसे ही धातु ठंडी होती है, उस पर स्लैग क्रस्ट बनता है - सुरक्षात्मक गैसों के दहन का परिणाम। यह धातु को हवा में ऑक्सीजन के संपर्क से भी बचाता है। ठंडा होने के बाद इसे हथौड़े से पीटा जाता है. इस मामले में, गर्म टुकड़े उड़ जाते हैं, इसलिए आंखों की सुरक्षा की आवश्यकता होती है (विशेष चश्मा पहनें)।
आप यहां सिलेंडर या बैरल से बारबेक्यू बनाने के तरीके के बारे में पढ़ सकते हैं। बस थोड़ा अभ्यास करें.
वेल्डिंग द्वारा खाना बनाना कैसे सीखें
यह सब कार्यस्थल की तैयारी से शुरू होता है। इलेक्ट्रिक वेल्डिंग के साथ काम करते समय सुरक्षा पर अधिक ध्यान दिया जाना चाहिए: बिजली और उच्च तापमान दोनों से चोट लगने की संभावना है। इसलिए अपनी तैयारी को गंभीरता से लें.
धातु के मोटे टुकड़े पर इलेक्ट्रिक वेल्डिंग के साथ वेल्ड करना सीखना अधिक सुविधाजनक है: इस पर अभ्यास करना बेहतर है। इसके और वेल्डिंग मशीन के अलावा, आपको गैटर (मोटे दस्ताने) और एक वेल्डर मास्क की आवश्यकता होगी। आपको पूरे शरीर की रक्षा करने वाले मोटे कपड़े और मोटे चमड़े वाले टिकाऊ जूते भी चाहिए। उन्हें चिंगारी और पैमाने का सामना करना होगा। स्लैग को हटाने के लिए आपको हथौड़े और तार वाले ब्रश की भी आवश्यकता होगी। आपको अपनी आँखों की सुरक्षा के लिए चश्मे की आवश्यकता होगी।
इलेक्ट्रोड को कैसे कनेक्ट करें
शुरुआती लोगों के लिए वेल्डिंग कार्य करना आसान होगा यदि वे 3 मिमी (सटीक रूप से कहें तो 3.2 मिमी) के व्यास वाला एक सार्वभौमिक इलेक्ट्रोड लेते हैं। वे अधिक महंगे हैं, लेकिन उनके साथ काम करना आसान है। धातु को वेल्ड करना सीखने के बाद, आप सस्ते वाले का उपयोग करने का प्रयास कर सकते हैं, लेकिन इनसे शुरुआत करना बेहतर है।
इलेक्ट्रोड को वेल्डिंग केबलों में से एक से जुड़े धारक में डाला जाता है। क्लैंप दो प्रकार के होते हैं - स्प्रिंग और स्क्रू। यदि इलेक्ट्रोड धारक स्प्रिंग-लोडेड है, तो हैंडल पर बटन दबाएं और इलेक्ट्रोड को दिखाई देने वाले सॉकेट में डालें। जब पेंच दबाया जाता है, तो हैंडल घूमता है। इसे खोलें, इलेक्ट्रोड डालें और इसे क्लैंप करें। किसी भी स्थिति में यह डगमगाना नहीं चाहिए। इलेक्ट्रोड स्थापित करने के बाद, आप केबल कनेक्ट कर सकते हैं।
वेल्डिंग मशीन पर डीसीइसके दो आउटपुट हैं: सकारात्मक और नकारात्मक। दो वेल्डिंग केबल भी हैं:
- एक धातु क्लैंप-रिटेनर के साथ समाप्त होता है - यह भाग से जुड़ा होता है;
- दूसरा इलेक्ट्रोड के लिए धारक है।
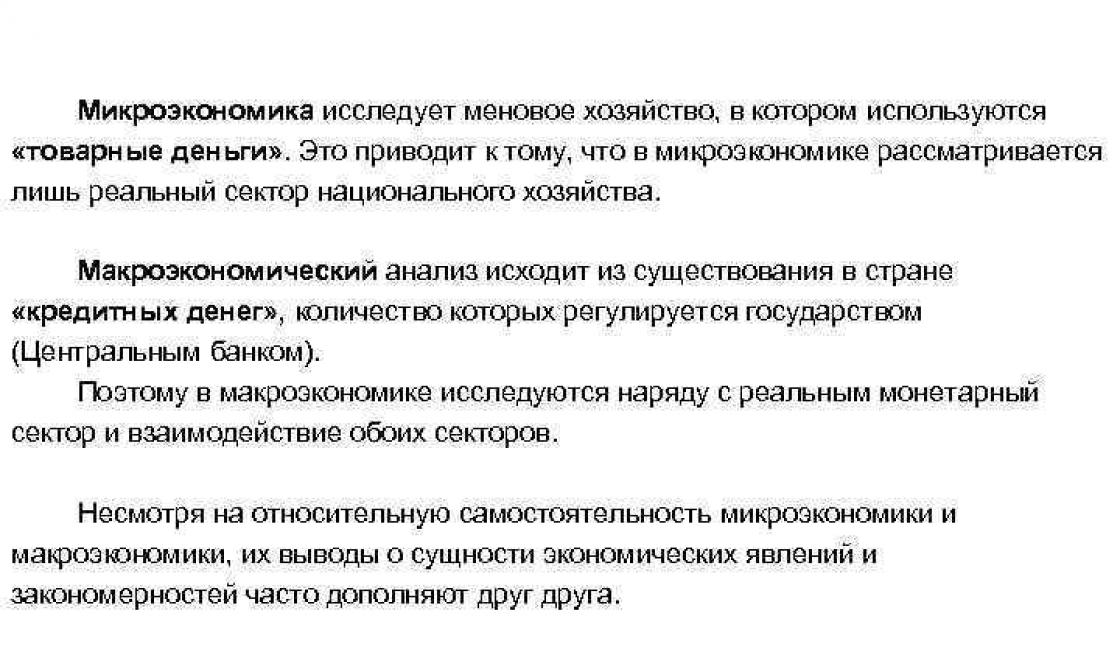
वेल्डिंग के लिए किस ध्रुवता को जोड़ना है यह काम के प्रकार पर निर्भर करता है। यदि हम इनवर्टर के बारे में बात करते हैं, तो अधिक बार प्लस भाग से जुड़ा होता है, और माइनस इलेक्ट्रोड को आपूर्ति की जाती है। इस कनेक्शन विकल्प को प्रत्यक्ष ध्रुवीयता कहा जाता है। लेकिन उन कार्यों की एक सूची है जिनमें रिवर्स पोलरिटी लागू होती है: भाग में माइनस, इलेक्ट्रोड में प्लस (उदाहरण के लिए, वेल्डिंग स्टेनलेस स्टील के लिए)।
वेल्डिंग इन्वर्टर पर कनेक्शन की सीधी और विपरीत ध्रुवता
प्रत्यक्ष ध्रुवता धातु को बेहतर ताप प्रदान करती है, जो अधिकांश कनेक्शनों के लिए आवश्यक है। यह इस तथ्य से समझाया गया है कि इलेक्ट्रॉन नकारात्मक रूप से चार्ज किए गए ध्रुव से - सीधे ध्रुवता के साथ, यह इलेक्ट्रोड है - सकारात्मक - भाग की ओर बढ़ते हैं। साथ ही, वे अतिरिक्त रूप से अपनी ऊर्जा को धातु में स्थानांतरित करते हैं, जिससे उसका तापमान बढ़ जाता है।
वेल्डिंग की शुरुआत: आर्क को जलाना
हमने यह पता लगाया कि इलेक्ट्रोड को इन्वर्टर से कैसे जोड़ा जाए। अब आर्क को कैसे जलाएं इसके बारे में। यह तब होता है जब इलेक्ट्रोड और भाग के बीच सीधा संपर्क होता है। दो तरीके हैं:
- चहचहाहट;
- दोहन.
नाम से सब कुछ स्पष्ट है: एक मामले में, आपको इलेक्ट्रोड को सीम के साथ चलाने की ज़रूरत है (ताकि कोई निशान न रह जाए), दूसरे में, आपको इलेक्ट्रोड की नोक से भाग को कई बार मारने की ज़रूरत है।
जब इलेक्ट्रोड नया होता है, तो इसकी नोक उजागर हो जाती है, इग्निशन आसानी से होता है। यदि यह पहले से ही उपयोग में था, तो रॉड के चारों ओर कई मिलीमीटर सुरक्षात्मक कोटिंग की एक दीवार बन जाएगी। इस लेप को भाग पर कई बार नोक से मारकर उखाड़ना पड़ता है।
इग्निशन के दोनों तरीकों का उपयोग किया जाता है, यहां हर कोई चुनता है कि उनके लिए क्या सुविधाजनक है। यदि आप इलेक्ट्रिक वेल्डिंग का उपयोग करना सीखना चाहते हैं तो यह पहला कौशल है जिसमें आपको महारत हासिल करनी होगी।
इसलिए, आप कई इलेक्ट्रोड, धातु का एक मोटा टुकड़ा लेते हैं, और एक चाप मारने का प्रयास करते हैं। एक बार जब आप सफल हो जाते हैं, तो आप प्रशिक्षण के अगले चरण पर आगे बढ़ सकते हैं।
इलेक्ट्रोड झुकाव
इलेक्ट्रोड की मुख्य स्थिति आपकी ओर थोड़ी झुकी हुई है - 30° से 60° के कोण पर (चित्र देखें)। झुकाव की मात्रा आवश्यक वेल्ड और निर्धारित धारा के आधार पर चुनी जाती है। वेल्ड पूल की स्थिति पर ध्यान दें।
पहली स्थिति को "पिछड़ा कोण" कहा जाता है। इस मामले में, स्नान और पिघला हुआ धातुमल इलेक्ट्रोड की नोक के पीछे चला जाता है। इसके झुकाव का कोण और गति की गति ऐसी होनी चाहिए कि स्लैग को पिघली हुई धातु को ढकने का समय मिले। इस स्थिति में, हम धातु को अधिक गहराई तक गर्म करते हैं।
मैनुअल आर्क वेल्डिंग तकनीक: इलेक्ट्रोड को एक कोण पर आगे और एक कोण पर पीछे की ओर रखना
ऐसी स्थितियाँ होती हैं जब धातु को बहुत अधिक गर्म करने की आवश्यकता नहीं होती है। फिर झुकाव का कोण विपरीत में बदल जाता है, सीम और बाथटब इलेक्ट्रोड के पीछे "खिंचाव" करते हैं। इस मामले में, हीटिंग की गहराई न्यूनतम है।
इलेक्ट्रोड संचलन
"इलेक्ट्रिक वेल्डिंग के साथ ठीक से वेल्ड कैसे करें" प्रश्न का उत्तर सरल है: आपको वेल्ड पूल को नियंत्रित करने की आवश्यकता है। ऐसा करने के लिए, इलेक्ट्रोड को धातु की सतह से 2-3 मिमी की दूरी पर रखना और वेल्ड पूल की स्थिति और आकार को नियंत्रित करना आवश्यक है। यहीं पर एक वेल्डर का कौशल निहित होता है।
कठिनाई इस तथ्य में निहित है कि कई मापदंडों को एक साथ नियंत्रित करना पड़ता है:
- फोटो में दिखाए गए प्रक्षेप पथों में से किसी एक के साथ इलेक्ट्रोड को घुमाएँ,
- जैसे ही यह जलता है, इसे 2-3 मिमी की निरंतर दूरी बनाए रखते हुए थोड़ा नीचे करें;
- वेल्ड पूल के आकार और स्थिति की निगरानी करें, इलेक्ट्रोड की गति को तेज या धीमा करें;
- सीवन की दिशा का पालन करें.
इलेक्ट्रोड टिप की गतिविधियों को चित्र में दिखाया गया है। जो लोग घरेलू उपयोग के लिए इलेक्ट्रिक वेल्डिंग सीखना चाहते हैं, उन्हें इन सभी में महारत हासिल करने की आवश्यकता नहीं है, लेकिन आपको दो या तीन आंदोलनों की आवश्यकता होगी: विभिन्न स्थितियों, सीम और धातुओं के लिए।
मैनुअल आर्क वेल्डिंग तकनीक का एक अन्य तत्व: इलेक्ट्रोड की नोक को इनमें से किसी एक प्रक्षेप पथ (या कुछ इसी तरह) के साथ चलना चाहिए।
इलेक्ट्रिक वेल्डिंग से खाना बनाना कैसे सीखें? धातु के मोटे टुकड़े पर गति का अभ्यास करें। तब आपको सीम नहीं, बल्कि रोलर्स मिलेंगे। यह चरण प्रारंभिक चरण है। इस पर आप एक वेल्डर के बुनियादी कौशल में महारत हासिल करेंगे: इलेक्ट्रोड की नोक से भाग तक की दूरी को नियंत्रित करना सीखें, और साथ ही, इसे दिए गए पथ पर ले जाएं, वेल्ड पूल और उसमें मौजूद स्लैग की निगरानी करें।
ऐसा करने के लिए, मोटी धातु लें और उस पर चाक से एक रेखा खींचें: आपको इसके साथ एक रोलर बिछाने की आवश्यकता होगी। आप चाप जलाते हैं और आंदोलनों में महारत हासिल करना शुरू करते हैं, साथ ही स्नान को नियंत्रित करना सीखते हैं। आप पहली बार या दसवीं बार भी सफल नहीं होंगे। आप संभवतः एक दर्जन इलेक्ट्रोड का उपयोग करेंगे। जब मैनुअल आर्क वेल्डिंग तकनीक पर काम किया गया है: मनका एक समान है, इसकी चौड़ाई और ऊंचाई स्थिर (या लगभग) है, तो आप भागों को जोड़ने का प्रयास कर सकते हैं।
आपको ऐसे ही रोलर्स मिलने चाहिए. इस तरह आप सीख सकते हैं कि इलेक्ट्रोड का सही ढंग से उपयोग करके वेल्ड कैसे किया जाता है।
इस लेख में पढ़ें कि धातु के फ्रेम पर गज़ेबो कैसे बनाया जाता है, और यहां धातु के फ्रेम पर शेड के निर्माण का वर्णन किया गया है।
धातु को सही तरीके से कैसे वेल्ड करें
इलेक्ट्रोड को सही ढंग से पकड़ना और बाथटब को हिलाना सीखना अच्छे परिणाम के लिए पर्याप्त नहीं है। जुड़ने वाली धातुओं के व्यवहार की कुछ बारीकियों को जानना आवश्यक है। ख़ासियत यह है कि सीवन भागों को "खींचता" है, जिससे वे मुड़ सकते हैं। परिणामस्वरूप, उत्पाद का आकार इच्छित उद्देश्य से काफी भिन्न हो सकता है।
इलेक्ट्रिक वेल्डिंग तकनीक: सीम लगाना शुरू करने से पहले, भागों को टैक वेल्ड का उपयोग करके जोड़ा जाता है - एक दूसरे से 80-250 मिमी की दूरी पर स्थित छोटे सीम
इसलिए, काम से पहले, भागों को क्लैंप, टाई और अन्य उपकरणों से सुरक्षित किया जाता है। इसके अलावा, टैक बनाए जाते हैं - छोटे अनुप्रस्थ सीम हर कुछ दस सेंटीमीटर में बिछाए जाते हैं। वे भागों को एक साथ पकड़कर उत्पाद को उसका आकार देते हैं। जोड़ों को वेल्डिंग करते समय, उन्हें दोनों तरफ लगाया जाता है: इस तरह परिणामी तनाव की भरपाई की जाती है। इसके शांत होने के बाद ही प्रारंभिक गतिविधियाँवेल्डिंग शुरू करो.
वेल्ड और जोड़ों (क्षैतिज, ऊर्ध्वाधर, छत) के प्रकार और उन्हें सही ढंग से वेल्ड करने के तरीके के बारे में यहां पढ़ें।
वेल्डिंग के लिए करंट कैसे चुनें
यदि आप नहीं जानते कि कौन सा करंट सेट करना है तो इलेक्ट्रिक वेल्डिंग का उपयोग करके वेल्ड करना सीखना असंभव है। यह वेल्ड किए जाने वाले भागों की मोटाई और उपयोग किए गए इलेक्ट्रोड पर निर्भर करता है। उनकी निर्भरता तालिका में प्रस्तुत की गई है।
लेकिन मैनुअल आर्क वेल्डिंग के साथ, सब कुछ आपस में जुड़ा हुआ है। उदाहरण के लिए, नेटवर्क में वोल्टेज कम हो गया है। इन्वर्टर आवश्यक करंट उत्पन्न नहीं कर सकता। लेकिन इन परिस्थितियों में भी आप काम कर सकते हैं: आप इलेक्ट्रोड को अधिक धीरे-धीरे घुमा सकते हैं, जिससे अच्छा ताप प्राप्त हो सकता है। यदि इससे मदद नहीं मिलती है, तो इलेक्ट्रोड की गति के प्रकार को बदलें - एक ही स्थान से कई बार गुजरना। दूसरा तरीका पतले इलेक्ट्रोड का उपयोग करना है। इन सभी तरीकों को मिलाकर आप ऐसी परिस्थितियों में भी एक अच्छा वेल्ड प्राप्त कर सकते हैं।
अब आप जानते हैं कि ठीक से वेल्डिंग कैसे करें। जो कुछ बचा है वह कौशल का अभ्यास करना है। एक वेल्डिंग मशीन चुनें, इलेक्ट्रोड और एक वेल्डिंग हेलमेट खरीदें और अभ्यास शुरू करें।
जानकारी को सुदृढ़ करने के लिए, वेल्डिंग पर वीडियो पाठ देखें।
वेल्डिंग जोड़ों की विश्वसनीयता और स्थायित्व के कारण, एक भी उद्योग ऐसा नहीं है जो इस तकनीक का उपयोग नहीं करता हो। घर में वेल्डिंग कार्य के बिना काम करना कभी-कभी असंभव भी होता है। इलेक्ट्रिक वेल्डिंग मशीन के साथ काम करने का कौशल आपको ग्रीष्मकालीन कॉटेज में एक साधारण बाड़ से लेकर ओपनवर्क गार्डन स्विंग या मल्टीफंक्शनल बारबेक्यू तक किसी भी धातु संरचना को बनाने की अनुमति देगा। हम इस बारे में बात करेंगे कि कैसे ठीक से वेल्ड किया जाए और इस शिल्प की सभी युक्तियों और रहस्यों को उजागर किया जाए ताकि आपका पहला सीम न केवल मजबूत हो, बल्कि साफ-सुथरा भी हो।
इलेक्ट्रिक वेल्डिंग से खाना बनाना सीखना। वीडियो ट्यूटोरियल
इलेक्ट्रिक वेल्डिंग से खाना बनाना सीखने के लिए केवल अध्ययन करना ही पर्याप्त नहीं है सैद्धांतिक संस्थापनाऔर निपुणता के रहस्य सीखें। केवल वेल्ड के प्रत्येक सेंटीमीटर के साथ प्राप्त अनुभव ही आपको धातुओं को वेल्ड करने की क्षमता के करीब ला सकता है।
इलेक्ट्रिक वेल्डिंग का उपयोग करके वेल्डिंग कैसे करें, इस पर एक वीडियो आपको इस शिल्प की सभी बारीकियों को समझने में मदद करेगा और आपको बताएगा कि काम करते समय वेल्डिंग मशीन के अलावा अन्य सामग्रियों और उपकरणों की क्या आवश्यकता होगी।
चरण-दर-चरण पाठों के रूप में प्रस्तुत वेल्डिंग प्रक्रिया का वीडियो, वेल्डिंग से पहले सतहों को तैयार करने के बारे में बात से शुरू होता है। इसके बाद, आप सीखेंगे कि सरल सीम कैसे बनाई जाती है और उसके बाद ही आप भागों को जोड़ना शुरू कर सकते हैं।
वीडियो की सिफारिशों के लिए धन्यवाद, आपकी पहली संरचना को वेल्डिंग करना मुश्किल नहीं होगा, और सीम की गुणवत्ता नियंत्रण से पता चलेगा कि आपने वेल्डिंग तकनीक में कितनी अच्छी तरह महारत हासिल कर ली है। इलेक्ट्रिक वेल्डिंग के साथ वेल्डिंग कैसे करें, इस पर एक वीडियो देखें, अपने आप को सैद्धांतिक रूप से तैयार करें, और फिर एक इलेक्ट्रोड उठाएं और बनाना शुरू करें।
वेल्डिंग प्रक्रिया प्रौद्योगिकी
वेल्डिंग द्वारा खाना बनाना सीखने के लिए, आपको यह जानना आवश्यक है इलेक्ट्रिक आर्क वेल्डिंग वेल्ड किए जाने वाले हिस्से की सतह और इलेक्ट्रोड के बीच इलेक्ट्रिक आर्क का उपयोग करके धातुओं को जोड़ने की एक प्रक्रिया है . परिणामी उच्च तापमान इलेक्ट्रोड और धातु आधार के एक साथ पिघलने को बढ़ावा देता है। इस मामले में, तथाकथित वेल्ड पूल, जिसमें आधार धातु को पिघले हुए इलेक्ट्रोड के साथ मिलाया जाता है।
स्नान का आकारवेल्डिंग पर सीधे निर्भर करता है वेल्डिंग मोड, किनारे के आकारजुड़ी हुई सतहें, इलेक्ट्रोड आंदोलन की गति, अंतरिक्ष में भागों की स्थितिवगैरह। और 7 से 15 मिमी तक चौड़ा, 10-30 मिमी लंबा और 6 मिमी तक गहरा होता है।
उच्च तापमान धातु को जलने से रोकता है गैस परत, इलेक्ट्रोड कोटिंग के पिघलने पर बनता है, जो पिघलने वाले क्षेत्र से सभी ऑक्सीजन को विस्थापित कर देता है। विद्युत चाप हटा दिए जाने के बाद, धातु क्रिस्टलीकृत हो जाती है और बन जाती है वेल्डेड सतहों के लिए सामान्य सीम, स्लैग की एक सुरक्षात्मक परत से ढका हुआ है, जिसे ठंडा होने के बाद हटा दिया जाता है।
इलेक्ट्रिक आर्क वेल्डिंग के फायदे हैं :
- उच्च प्रदर्शन;
- वेल्डिंग क्षमता विभिन्न सामग्रियांउपकरण को पुन: समायोजित करने की आवश्यकता के बिना;
- अच्छी गुणवत्ता वाला वेल्ड;
- सस्ती उपभोग्य वस्तुएं;
- उपलब्धता.
में इस पद्धति के नुकसान वेल्डिंग, आप बिजली की आपूर्ति की अनिवार्य उपस्थिति और वेल्ड किए जाने वाले किनारों की प्रारंभिक तैयारी की आवश्यकता को लिख सकते हैं।

वेल्डिंग के लिए तैयारी हो रही है. सामग्री एवं उपकरण का चयन
इससे पहले कि आप वेल्डिंग शुरू करें, आपको यह समझने की ज़रूरत है कि इस प्रक्रिया के साथ पिघली हुई धातु की चिंगारी और छींटों का निर्माण, जहरीली गैसों का निकलना और आँखों के लिए ख़तरा भी होता है।
इसलिए, धातु को सुरक्षित रूप से वेल्ड करने के लिए, आपको न केवल स्टॉक करने की आवश्यकता है अच्छे उपकरण, लेकिन उचित उपकरणों के साथ भी।इलेक्ट्रिक वेल्डिंग शुरू करने के लिए आपको आवश्यकता होगी:
- वेल्डिंग मशीन;
- लेपित रॉड इलेक्ट्रोड का सेट;
- वेल्डर का हथौड़ा;
- धातु ब्रश;
- वेल्डिंग मास्क;
- चौग़ा, साबर दस्ताने।
वेल्डिंग मशीन रॉड इलेक्ट्रोड का सेट वेल्डर हथौड़ा धातु ब्रश वेल्डिंग मास्क
आप चौग़ा के फ़ैक्टरी सेट के बिना आर्क वेल्डिंग कर सकते हैं। यह महत्वपूर्ण है कि सुरक्षात्मक सूट लंबी आस्तीन के साथ मोटे कपड़े से बना हो, और पतलून को जूते में बांधना बेहतर है।
वेल्डिंग मशीन का चयन
10 से 200A तक करंट को समायोजित करने की क्षमता वाली एक अच्छी वेल्डिंग मशीन आपको ठीक से वेल्डिंग करना सीखने में मदद करेगी। बेशक, आप अपने हाथों से एक साधारण वेल्डिंग ट्रांसफार्मर को इकट्ठा कर सकते हैं, लेकिन फिर आपको यह सोचने की ज़रूरत नहीं है कि पतली धातु को कैसे वेल्ड किया जाए, क्योंकि इस तरह के काम के लिए न्यूनतम बिजली मूल्यों की आवश्यकता होती है। फ़ैक्टरी-निर्मित उपकरणों को इसमें विभाजित किया गया है:
- वेल्डिंग ट्रांसफार्मर . करंट को बढ़ाने के साथ-साथ नेटवर्क वोल्टेज को कम करने के लिए डिज़ाइन किया गया है। सस्ते और उत्पादक उपकरण होने के कारण, वे धातु को अच्छी तरह से वेल्ड कर सकते हैं, लेकिन उनके नुकसान हैं जैसे अस्थिर चाप, आपूर्ति वोल्टेज का एक मजबूत "ड्राडाउन" और एक बड़ा द्रव्यमान।
 वेल्डिंग ट्रांसफार्मर डिवाइस ट्रांसफार्मर
वेल्डिंग ट्रांसफार्मर डिवाइस ट्रांसफार्मर
- वेल्डिंग रेक्टिफायर . ऐसे उपकरण वही वेल्डिंग ट्रांसफार्मर होते हैं, जो डायोड रेक्टिफायर से लैस होते हैं, जिसकी बदौलत नेटवर्क के वैकल्पिक वोल्टेज को परिवर्तित किया जाता है स्थिर वोल्टेज, विद्युत चाप की उपस्थिति के लिए आवश्यक है। उच्च चाप स्थिरता के कारण स्ट्रेटनर के साथ धातु की वेल्डिंग करना थोड़ा आसान है। अन्यथा, इस प्रकार की वेल्डिंग मशीन में ट्रांसफार्मर के समान ही नुकसान हैं।
- वेल्डिंग इनवर्टर . ऐसे उपकरणों की आधुनिक तकनीकी फिलिंग के कारण सच्ची इलेक्ट्रॉनिक वेल्डिंग संभव है। वे सबसे इष्टतम मापदंडों के साथ इलेक्ट्रोड के साथ खाना पकाने के बहुत सारे अवसर प्रदान करते हैं। आधुनिक इनवर्टर के सर्किट के इलेक्ट्रॉनिक घटक न केवल वर्तमान ताकत, बल्कि इग्निशन गति, आर्क फोर्सिंग आदि को भी विनियमित करना संभव बनाते हैं, जो भागों की उत्कृष्ट वेल्डेबिलिटी सुनिश्चित करता है। इसके अलावा, इनवर्टर कॉम्पैक्ट और हल्के होते हैं।
वेल्डिंग इन्वर्टर इन्वर्टर डिवाइस
वेल्डरों के बीच यह बहस लगातार जारी है कि कौन सी वेल्डिंग विधि सर्वोत्तम है। कुछ लोगों को ट्रांसफार्मर की सादगी और विश्वसनीयता पसंद है, अन्य संतुष्ट हैं मैनुअल वेल्डिंगसही करनेवाला हालाँकि, वेल्ड करना सीखने का सबसे अच्छा तरीका वेल्डिंग इन्वर्टर है। मापदंडों को सटीक रूप से समायोजित करने की क्षमता आपको पहले चरण से ही धातु को सही ढंग से वेल्ड करने की अनुमति देगी।
वेल्डिंग के लिए इलेक्ट्रोड का चयन करना
मैनुअल आर्क वेल्डिंग के लिए उपयोग किया जाता है सुरक्षात्मक कोटिंग के साथ रॉड इलेक्ट्रोड . रॉड की धातु को वेल्ड की जाने वाली धातु के प्रकार से मेल खाना चाहिए, इसलिए स्टील, कांस्य या मैग्नीशियम मिश्र धातुओं की वेल्डिंग के लिए अलग-अलग इलेक्ट्रोड का उपयोग किया जाता है।
वेल्डिंग प्रक्रिया के दौरान, रॉड की कोटिंग पिघल जाती है और स्लैग में बदल जाती है, जो वेल्ड पूल की सतह पर तैरती है, हवा में ऑक्सीजन और नाइट्रोजन के प्रभाव से पिघल को बचाती है। कुछ कोटिंग्स में गैस बनाने वाले योजक होते हैं, जो वेल्डिंग प्रक्रिया के दौरान गैस उत्सर्जित करते हैं, जिससे पिघलने वाले क्षेत्र तक हवा की पहुंच सीमित हो जाती है।
अक्सर, नौसिखिए वेल्डरों के लिए यह सवाल कोई समस्या नहीं है कि किस इलेक्ट्रोड से वेल्ड किया जाए, क्योंकि वे आम तौर पर सरल कम-कार्बन संरचनात्मक स्टील्स को वेल्डिंग करके शिल्प सीखना शुरू करते हैं।
वेल्डिंग रेक्टिफायर का उपयोग ऐसे, साथ ही स्टेनलेस मिश्र धातुओं के लिए उपयोग करना संभव बनाता है, इलेक्ट्रोड ब्रांड UONII , प्रत्यक्ष वर्तमान संचालन के लिए डिज़ाइन किया गया।
एक अलग ब्रांड के इलेक्ट्रोड - ANO , रेक्टिफायर और ट्रांसफार्मर दोनों के साथ वेल्डिंग के लिए इस्तेमाल किया जा सकता है; वे आपको प्रत्यक्ष और रिवर्स करंट दोनों के साथ वेल्ड करने की अनुमति देते हैं, इसलिए शौकिया उन्हें यूओएनआईआई की तुलना में अधिक बार उपयोग करते हैं।
इस बीच, कौन से इलेक्ट्रोड बेहतर हैं, इस सवाल में पेशेवर प्राथमिकता देते हैं UONII. वे तर्क के रूप में इस तथ्य का हवाला देते हैं इस प्रकारछड़ें काफी कम स्लैग छोड़ती हैं, इसलिए, सीम की सफाई की आवश्यकता बहुत कम होती है, जिससे काम की गति काफी बढ़ जाती है।
यूओएनआई इलेक्ट्रोड एएनओ इलेक्ट्रोड एएनओ इलेक्ट्रोड
वेल्ड किए जाने वाले हिस्सों की मोटाई के आधार पर, 1.6 से 5 मिमी व्यास वाले इलेक्ट्रोड का उपयोग किया जाता है। इसके अलावा, 4-5 मिमी की छड़ें धातुओं को काटने, स्थापित करने के लिए उपयोग की जाती हैं अधिकतम शक्तिमौजूदा
आवश्यक इलेक्ट्रोड व्यास को भागों की मोटाई पर इस पैरामीटर की निर्भरता की तालिकाओं के साथ-साथ गणितीय सूत्रों का उपयोग करके निर्धारित किया जा सकता है। नौसिखिए वेल्डर शायद ही कभी मोटी छड़ों का उपयोग करते हैं 4 मिमी से अधिक.
वेल्डिंग कार्य का प्रकार(क्षैतिज, ओवरहैंगिंग, बट वेल्डिंग, आदि) व्यावहारिक रूप से इलेक्ट्रोड के व्यास पर निर्भर नहीं करता है, जिसके बारे में नहीं कहा जा सकता है वेल्ड पूल की गहराईऔर सीवन की चौड़ाई.
चूंकि विशिष्ट वेल्डिंग करंट इलेक्ट्रोड के क्रॉस-सेक्शन पर निर्भर करता है, एक पतली रॉड के अंत में करंट की सांद्रता अधिक होती है, इसलिए मोटी इलेक्ट्रोड का उपयोग करते समय प्रवेश की गहराई अधिक होगी। बदले में, 4-5 मिमी व्यास वाली छड़ों का उपयोग धातु को कम पिघलाता है, जिससे एक व्यापक सीम बनता है.
जैसा कि आप देख सकते हैं, यह सटीक उत्तर देना असंभव है कि किस इलेक्ट्रोड से खाना बनाना है सही विकल्पवेल्डिंग मशीन के प्रकार से लेकर वेल्ड की आवश्यक चौड़ाई तक कई कारकों को ध्यान में रखना चाहिए। इसके अलावा, यह ध्यान में रखा जाना चाहिए कि इलेक्ट्रोड की गुणवत्ता, यहां तक कि एक ही ब्रांड के, विभिन्न कारखानों के उत्पादों के बीच काफी भिन्न हो सकती है, इसलिए वेल्डिंग शुरू करने से पहले, विशेषज्ञों से सलाह लें।
इलेक्ट्रोड वेल्डिंग के लिए वर्तमान ताकत और इसकी ध्रुवता का चयन करना
वेल्डिंग द्वारा खाना पकाने के तरीके के बारे में एक वीडियो देखने के बाद, आपने शायद इसकी आवश्यकता पर ध्यान दिया है वर्तमान समायोजनभागों की मोटाई और इलेक्ट्रोड के व्यास पर निर्भर करता है। एक नियम के रूप में, अनुभवी वेल्डर के लिए आवश्यक मूल्य निर्धारित करना मुश्किल नहीं है। शुरुआती लोगों के लिए संपर्क करना बेहतर है विशेष टेबल. इलेक्ट्रोड निर्माता अक्सर अपनी पैकेजिंग पर आवश्यक मापदंडों का संकेत देते हैं।
धातु को ठीक से वेल्ड करने के लिए, आवश्यक करंट गणना या तालिकाओं से निर्धारित किया जाता है, और फिर यह पैरामीटर इन्वर्टर कंट्रोल पैनल पर सेट किया जाता है। धारा जितनी अधिक होगी, आर्क शक्ति उतनी ही अधिक होगी और वेल्ड पूल उतना ही गहरा होगा। . हालाँकि, आपको इष्टतम मूल्य से अधिक नहीं होना चाहिए - धातु जलना शुरू हो जाएगी और सीम खराब गुणवत्ता का होगा।
इलेक्ट्रिक वेल्डिंग के लिए वर्तमान मान निर्धारित करते समय, कार्य स्थल के स्थान को ध्यान में रखना सुनिश्चित करें। अधिकतमकरंट के लिए सेट किया गया है क्षैतिजसतहों. वेल्डिंग करते समय खड़ाइसे सिलता है 15% की कमी, ए छतआवश्यकता होगी करंट को 20% कम करेंऔर अधिक।
यदि आप इन्वर्टर वेल्डिंग या रेक्टिफायर का उपयोग करके वेल्ड करते हैं, तो काम की गुणवत्ता न केवल करंट की ताकत से प्रभावित होती है, बल्कि इसके द्वारा भी प्रभावित होती है polarity , अर्थात् इलेक्ट्रॉन प्रवाह की दिशा।
भौतिकी पाठ्यक्रम से, हर कोई जानता है कि इलेक्ट्रॉन ऋणात्मक आवेश के क्षेत्र से धनात्मक आवेश के क्षेत्र की ओर बढ़ते हैं। इलेक्ट्रोड के साथ सही ढंग से पकाने के लिए, ध्रुवीयता को बदल दिया जाता है, जिससे आगे की धारा (इलेक्ट्रोड इन्वर्टर के माइनस से जुड़ा होता है, और भाग प्लस से जुड़ा होता है) और रिवर्स दोनों को सेट किया जाता है। अक्सर, सीधे कनेक्शन का उपयोग किया जाता है, क्योंकि इस मामले में हिस्सा अधिक गर्म होता है, हालांकि, पतले उत्पादों को वेल्डिंग करने के लिए, इन्वर्टर टर्मिनलों को स्विच करके ध्रुवीयता को बदल दिया जाता है। विपरीत ध्रुवताइनका उपयोग मिश्रधातुओं की वेल्डिंग के लिए भी किया जाता है, जिनमें कम पिघलने वाली मिश्रधातुओं के जलने का खतरा होता है।
जो लोग जानना चाहते हैं कि इलेक्ट्रोड के साथ वेल्ड कैसे किया जाता है, उनके लिए अच्छी खबर यह है रिवर्स कनेक्शन से आर्क को प्रज्वलित करना आसान हो जाता है . इसके अलावा, यह उच्च स्थिरता की विशेषता है, जो इलेक्ट्रोड के साथ पतले भागों को वेल्डिंग करते समय एक अमूल्य लाभ है, उदाहरण के लिए, शीट स्टील।
वेल्डिंग कार्य करते समय सुरक्षा सावधानियां
प्रत्येक नौसिखिया वेल्डर सुरक्षा नियमों की याद दिलाना चाहता है। याद रखें कि वेल्डिंग धातु संरचनाओं को स्थापित करने के सबसे खतरनाक तरीकों में से एक है, इसलिए निम्नलिखित नियमों की उपेक्षा न करें:

- उच्च आर्द्रता या ठंडे मौसम में वेल्डिंग कार्य करना निषिद्ध है।
- वेल्डर मास्क और सुरक्षा कवच का उपयोग अनिवार्य है। इससे आंखों के कॉर्निया को जलने से बचाया जा सकेगा।
- कपड़ों को धातु के छींटों को उजागर त्वचा के संपर्क में आने से रोकना चाहिए। अपने हाथों पर साबर दस्ताने पहनना बेहतर है, और सर्वोत्तम सामग्रीवेल्डर के सूट के लिए एक मोटा तिरपाल है।
- वेल्डिंग का कार्य सम्बंधित है उच्च तापमानऔर आग लगने का खतरा है, इसलिए, वेल्डर के कार्यस्थल पर पानी का एक कंटेनर और एक आग बुझाने वाला यंत्र मौजूद होना चाहिए।
इसके अलावा, बिजली के झटके के जोखिम से सावधान रहें, इसलिए सुनिश्चित करें कि वेल्डिंग मशीन गीली न हो और केबल गर्म सतहों को न छूएं।.
मैनुअल आर्क वेल्डिंग तकनीक। वेल्डिंग द्वारा खाना कैसे बनाये
व्यावहारिक अभ्यास शुरू करने से पहले, मैं आपको एक बार फिर सुरक्षा सावधानियों के बारे में याद दिलाना चाहूंगा। कार्य क्षेत्र के पास कोई लकड़ी का कार्यक्षेत्र या ज्वलनशील पदार्थ नहीं होना चाहिए। अपने कार्यस्थल पर पानी का एक पात्र अवश्य रखें। आग के खतरे से सावधान रहें.
यह पता लगाने के लिए कि ठीक से वेल्ड कैसे किया जाए, हम आपके ध्यान में प्रस्तुत करते हैं विस्तृत निर्देशऔर वेल्डिंग प्रक्रिया का वीडियो।
सबसे पहले चाप को जलाकर उसे आवश्यक समय तक रोके रखने का प्रयास करें। ऐसा करने के लिए, हमारे सुझावों का पालन करें:
- धातु ब्रश का उपयोग करके, आपको वेल्ड किए जाने वाले भागों की सतहों को गंदगी और जंग से साफ करना होगा। यदि आवश्यक हो, तो उनके किनारों को एक-दूसरे से समायोजित किया जाता है।
- डायरेक्ट करंट का उपयोग करके सही तरीके से वेल्डिंग करना सीखना सबसे अच्छा है, इसलिए "पॉजिटिव" टर्मिनल को भाग से कनेक्ट करें, क्लैंप में इलेक्ट्रोड स्थापित करें, और वेल्डिंग मशीन पर आवश्यक वर्तमान मान सेट करें।
- इलेक्ट्रोड को वर्कपीस के सापेक्ष लगभग 60° के कोण पर झुकाएं और इसे धीरे-धीरे धातु की सतह पर घुमाएं। जब चिंगारी दिखाई दे, तो इलेक्ट्रिक आर्क को प्रज्वलित करने के लिए रॉड के किनारे को 5 मिमी ऊपर उठाएं। इलेक्ट्रोड के किनारे पर कोटिंग या स्लैग की परत के कारण आप चिंगारी प्राप्त करने में सक्षम नहीं हो सकते हैं। इस मामले में, भाग पर इलेक्ट्रोड की नोक को टैप करें, जैसा कि वीडियो में इलेक्ट्रिक वेल्डिंग के साथ ठीक से वेल्ड करने के तरीके के बारे में बताया गया है। परिणामी चाप को पूरी वेल्डिंग प्रक्रिया के दौरान 5 मिमी वेल्डिंग गैप के साथ बनाए रखा जाता है।
- यदि चाप बहुत अनिच्छा से जलता है, और इलेक्ट्रोड लगातार धातु की सतह से चिपक जाता है, तो धारा को 10-20 ए तक बढ़ा दें। यदि इलेक्ट्रोड चिपक जाता है, तो होल्डर को अगल-बगल से हिलाएं, संभवतः बल का प्रयोग भी करें।
- याद रखें कि रॉड हर समय जलती रहेगी, इसलिए केवल 3-5 मिमी का अंतर बनाए रखने से आप एक स्थिर चाप बनाए रख सकेंगे।
चाप पर प्रहार करना सीखना , अगल-बगल से 3-5 मिमी के आयाम के साथ गति करते हुए, इलेक्ट्रोड को धीरे-धीरे अपनी ओर ले जाने का प्रयास करें।पिघल को परिधि से वेल्ड पूल के केंद्र तक निर्देशित करने का प्रयास करें। लगभग 5 सेमी लंबे सीम को वेल्डिंग करने के बाद, इलेक्ट्रोड को हटा दें और भाग को ठंडा होने दें, फिर स्लैग को हटाने के लिए जोड़ को हथौड़े से थपथपाएं। सही सीम में क्रेटर या अनियमितताओं के बिना एक अखंड लहरदार संरचना होती है।
सीम की सफाई सीधे चाप के आकार पर निर्भर करती है और वेल्डिंग के दौरान इलेक्ट्रोड की सही गति। वेल्ड करने के तरीके के बारे में सुरक्षात्मक फिल्टर का उपयोग करके फिल्माया गया एक वीडियो देखें। ऐसे वीडियो में आप स्पष्ट रूप से देख सकते हैं कि उच्च गुणवत्ता वाला सीम प्राप्त करने के लिए चाप को कैसे बनाए रखा जाए और इलेक्ट्रोड को कैसे स्थानांतरित किया जाए। हम निम्नलिखित सिफ़ारिशें दे सकते हैं:
- छड़ी का अनुवादात्मक आंदोलनअक्ष के अनुदिश आवश्यक चाप लंबाई बनाए रखें। पिघलने के दौरान, इलेक्ट्रोड की लंबाई कम हो जाती है, इसलिए आवश्यक अंतराल को बनाए रखते हुए, धारक को रॉड के साथ लगातार भाग के करीब लाना आवश्यक है। खाना बनाना कैसे सीखें, इस पर अनेक वीडियो में इसी बात पर जोर दिया गया है।
- इलेक्ट्रोड की अनुदैर्ध्य गतिवे तथाकथित थ्रेड रोलर का फ़्यूज़िंग बनाते हैं, जिसकी चौड़ाई आमतौर पर रॉड के व्यास से 2-3 मिमी अधिक होती है, और मोटाई गति की गति और वर्तमान ताकत पर निर्भर करती है। एक धागा मनका एक वास्तविक संकीर्ण वेल्ड है।
- सीवन की चौड़ाई बढ़ाने के लिएइलेक्ट्रोड को अपनी लाइन के पार आगे-पीछे दोलनशील गति करते हुए ले जाया जाता है। उनके आयाम का परिमाण यह निर्धारित करेगा कि वेल्ड सीम कितना चौड़ा होगा, इसलिए आयाम का परिमाण विशिष्ट स्थितियों के आधार पर निर्धारित किया जाता है।
वेल्डिंग प्रक्रिया एक जटिल पथ बनाने के लिए इन तीन आंदोलनों के संयोजन का उपयोग करती है।
इलेक्ट्रिक वेल्डिंग का उपयोग करके वेल्ड करने के तरीके पर वीडियो देखने और ऐसे प्रक्षेप पथों के आरेखों का अध्ययन करने के बाद, आप यह पता लगाने में सक्षम होंगे कि उनमें से किसका उपयोग ओवरलैप या बट वेल्डिंग के लिए किया जा सकता है, भागों की ऊर्ध्वाधर या छत व्यवस्था आदि के साथ।
ऑपरेशन के दौरान, इलेक्ट्रोड देर-सबेर पूरी तरह पिघल जाएगा। इस स्थिति में, वेल्डिंग बंद कर दें और होल्डर में रॉड बदल दें। काम जारी रखना स्लैग को 12 मिमी की दूरी पर गिराएं वेल्ड के अंत में बने क्रेटर से एक चाप प्रज्वलित होता है। फिर पुराने सीम के सिरे को एक नए इलेक्ट्रोड से जोड़ दिया जाता है और काम जारी रहता है।
धातु पाइपों की विद्युत वेल्डिंग की विशेषताएं
वेल्ड करना सीखें प्रोफ़ाइल पाइपवेल्डिंग रेक्टिफायर या इन्वर्टर का उपयोग करके मोटी दीवार वाले उत्पादों पर यह सबसे अच्छा है। पाइप के व्यास के आधार पर, उनकी दीवार की मोटाई 16 मिमी से अधिक तक पहुंच सकती है, लेकिन आपको 12 मिमी तक की दीवार मोटाई के साथ संरचनात्मक स्टील उत्पादों को वेल्ड करने की सबसे अधिक आवश्यकता होगी। एक पाइप को वेल्ड करने के लिए, सिंगल-लेयर वेल्डिंग का उपयोग अक्सर किया जाता है, लेकिन कनेक्शन की ताकत बढ़ाने के लिए दो या अधिक पास करना बेहतर होता है।
पाइप वेल्डिंग करते समय, सीम बनाए जाते हैं दो आधे छल्लेऊपर से नीचे या नीचे से ऊपर।
यदि इलेक्ट्रोड की गति की दिशा पहले विकल्प से मेल खाती है, तो कम स्लैग गठन और कार्बनिक कोटिंग वाली 4 मिमी छड़ का उपयोग किया जाता है। यह कोटिंग अधिक धीरे-धीरे जलती है, जिससे इलेक्ट्रोड के अंत में एक छज्जा बनता है, जिस पर वे आराम करते हैं, छोटे आयाम के अनुप्रस्थ कंपन करते हैं।
नीचे से ऊपर तक वेल्डिंग करते समय, आयाम 3-5 मिमी तक बढ़ जाता है, और रॉड की गति कम हो जाती है।
पाइप कनेक्शन बनाये गये हैं:
- बट (दूसरे के सापेक्ष एक पाइप के सिरों का सटीक अभिविन्यास);
- ओवरलैपिंग (पाइप या भागों को एक दूसरे के ऊपर रखकर);
- कोण;
- टी-संयुक्त (एक पाइप दूसरे से लंबवत है)।
सबसे पहले एक पाइप से दूसरे पाइप को वेल्ड करने के लिए साफ करो और तैयार करो उनके सिरे और उत्पादों को कार्यस्थल पर रखें। इसके बाद, तत्वों को एक-दूसरे के सापेक्ष केंद्रित किया जाता है और स्पॉट वेल्ड के साथ कई स्थानों पर सुरक्षित किया जाता है। पाइपों के संरेखण की जांच करने के बाद, उन्हें निर्दिष्ट तरीकों में से एक का उपयोग करके वेल्ड किया जा सकता है।
यदि पाइपों को घुमाना असंभव है, तो वे जोड़ बहुपरत में बनाये जाते हैं. पहली, जड़ परत, प्रारंभ में भागों को जोड़ने का कार्य करती है। निम्नलिखित, भरने वाली परतें, वास्तविक टिकाऊ, अखंड सीम बनाने के लिए डिज़ाइन की गई हैं। और, यदि आवश्यक हो, तो वे एक फिनिशिंग, फेसिंग सीम का प्रदर्शन करते हैं, जो सभी दोषों और अनियमितताओं को कवर करता है। पाइप को वेल्ड करने के तरीके पर एक वीडियो आपको ऐसे काम की विशेषताओं को बेहतर ढंग से समझने में मदद करेगा।
स्लैग से सीमों को साफ करने के बाद, संलयन, छिद्रों, दरारें और जलन की कमी की पहचान करने के लिए सतह का सावधानीपूर्वक निरीक्षण किया जाता है। यदि आवश्यक हो, तो वेल्डिंग द्वारा दोषों को समाप्त कर दिया जाता है। यदि सीम सभी आवश्यकताओं को पूरा करता है, तो इसे एंगल ग्राइंडर का उपयोग करके साफ किया जाता है।
वेल्डिंग के बाद धातु को जंग से बचाना
याद रखें, लेख की शुरुआत में ही कहा गया था कि इलेक्ट्रिक वेल्डिंग से सही तरीके से वेल्ड करने के लिए सिर्फ वीडियो देखना ही काफी नहीं है, बल्कि आपको सैद्धांतिक रूप से तैयारी करने की भी जरूरत है? सहमत हूं कि पाठ आपको सिद्धांत को बेहतर ढंग से समझने की अनुमति देता है। इसके अलावा, वीडियो किसी तरह बाद में भागों की सुरक्षा की आवश्यकता से चूक जाते हैं। हम इस कमी को दूर करने का प्रयास करेंगे.
हर कोई जानता है कि हवा में ऑक्सीजन के संपर्क में आने पर धातु जल्दी से जंग लगने लगती है। मेरा विश्वास करो, वेल्ड और भी तेजी से संक्षारणित होते हैं।
धातु की सतहों को जंग से बचाने के लिए, पेंटिंग का सबसे अधिक उपयोग किया जाता है। इस काम को हर साल दोहराने से बचने के लिए इसे पूरे नियम के अनुसार ही करें।
सबसे पहले, पुराने पेंट और जंग को हटा देना चाहिए . ऐसा करने के लिए, ड्रिल या ग्राइंडर के लिए मेटल ब्रश अटैचमेंट का उपयोग करना सबसे अच्छा है, लेकिन आप नियमित मेटल ब्रश के साथ भी काम कर सकते हैं। अपनी आंखों को चश्मे या शील्ड से सुरक्षित रखना न भूलें।
सतह को साफ करने के बाद इसे जंग कनवर्टर से उपचारित करें और फिर इसे प्राइमर की एक परत से कोट करें . धातु पर काम करने के लिए विशेष रूप से डिज़ाइन किया गया प्राइमर मिश्रण चुनें। इस परत के सूख जाने के बाद, आप पेंटिंग शुरू कर सकते हैं। बाहरी उपयोग के लिए बने ऐक्रेलिक और पेंटाफैथलिक एनामेल अच्छे परिणाम देते हैं।

पेंटिंग के लिए ब्रश या रोलर के बजाय स्प्रे बोतल का उपयोग करना सबसे अच्छा है। इसकी मदद से आप पेंट की एक समान, पतली परत लगा सकते हैं जो समय के साथ फटेगी या छिलेगी नहीं।
कई संरचनाएँ पतली स्टील से बनाई जाती हैं। ये कार बॉडी, तरल पदार्थ के लिए कंटेनर और छोटे व्यास के पाइप हैं। उद्यमों में, धातु की पतली शीटों की वेल्डिंग विशेष मशीनों से की जाती है जो इष्टतम कनेक्शन सुनिश्चित करती हैं। लेकिन घर पर ऐसी सामग्रियों को कैसे वेल्ड करें? कौन से इलेक्ट्रोड उपयुक्त हैं? आपको सिलाई के लिए किस मशीन मोड का उपयोग करना चाहिए? इन्वर्टर के साथ पतली धातु की वेल्डिंग सफल होगी यदि आप इन सवालों के जवाब जानते हैं और संबंधित वीडियो भी देखते हैं।
सभी वेल्डर 1-1.5 मिमी मोटी स्टील शीट को वेल्ड नहीं कर सकते। इसके लिए कुछ ज्ञान और कौशल की आवश्यकता होती है। लेकिन यदि आप दृढ़ रहें और अभ्यास करें, और इन्वर्टर के साथ पतली धातु को कैसे वेल्ड करें, इस पर एक वीडियो का भी अध्ययन करें, तो आप महत्वपूर्ण सफलता प्राप्त कर सकते हैं।
पतली धातु की वेल्डिंग निम्नलिखित कारकों से जटिल है:
- जलता है. चूंकि वेल्ड की जाने वाली सामग्री काफी पतली होती है, इसलिए इसमें अक्सर छेद हो जाते हैं। यह शुरुआती वेल्डर द्वारा की जाने वाली सबसे आम गलती है। इसका कारण गलत तरीके से चयनित वर्तमान ताकत और धीमी वेल्डिंग है।
- पैठ का अभाव. पहले दोष से बचने के लिए, वेल्डर जोड़ पार करते समय बहुत जल्दबाजी करते हैं, और अनवेल्ड क्षेत्र बने रहते हैं। इससे कनेक्शन की जकड़न ख़राब हो जाती है और उत्पाद तरल पदार्थ के साथ काम करने के लिए अनुपयुक्त हो जाता है। टूटने-फूटने का प्रतिरोध भी कम है। इन्वर्टर की सही सेटिंग्स और इलेक्ट्रोड की पसंद स्थिति को हल करने में मदद करती है।
- से प्रवाहित होता है विपरीत पक्ष. पतली शीट धातु की वेल्डिंग एक और आम समस्या के साथ होती है - सतह के पीछे उभरे हुए मोती। सामने के हिस्से से, उत्पाद में एक समान सीम है, बिना छिद्रों या संलयन की कमी के, लेकिन वेल्ड पूल की पिघली हुई धातु, गुरुत्वाकर्षण के प्रभाव में, सीम अनुभाग को दूसरी तरफ धकेलती है। विशेष सब्सट्रेट्स का उपयोग करके या वर्तमान ताकत को कम करके और सिवनी तकनीक को बदलकर स्थिति को हल किया जा सकता है।
- संरचनात्मक विकृति. शीट स्टील जल्दी गर्म हो जाता है, जिससे अंतर-आणविक घटक का विस्तार होता है। तापन क्षेत्र में संरचना खिंचने लगती है। चूँकि उत्पाद के किनारे ठंडे रहते हैं, सतह लहरों से ढक जाती है या सामान्य मोड़ से ढक जाती है। गैर-महत्वपूर्ण उत्पादों पर, रबर हथौड़ों के साथ मोल्ड को ठंडा करना संभव है। लेकिन यदि यह संभव नहीं है, तो पूरी लंबाई के साथ सिवनी लगाने के एक निश्चित विकल्प का उपयोग किया जाता है।
इलेक्ट्रोड का उपयोग किया गया
ऐसे काम को सफलतापूर्वक निपटाने के लिए, पतली धातु के लिए सही इलेक्ट्रोड चुनना महत्वपूर्ण है। चूंकि वेल्डिंग कम धाराओं पर की जाती है, 4 और 5 मिमी व्यास वाले इलेक्ट्रोड का उपयोग विद्युत चाप को "गला घोंट" देगा, जिससे इसे सामान्य रूप से जलने से रोका जा सकेगा।
पतली धातुओं को जोड़ने का सबसे अच्छा विकल्प 2-3 मिमी व्यास वाले इलेक्ट्रोड हैं। चाप वेल्डिंगयदि आप उपभोग्य सामग्रियों को 170 डिग्री के तापमान पर पहले से गर्म कर लेंगे तो यह सफल होगा। यह आर्क हेरफेर और वेल्ड गठन में हस्तक्षेप किए बिना कोटिंग को समान रूप से पिघलने की अनुमति देगा।
पतली धातु की वेल्डिंग के लिए इलेक्ट्रोड में उच्च गुणवत्ता वाली कोटिंग होनी चाहिए। शीट स्टील के साथ काम करने की तकनीक में एक आंतरायिक चाप शामिल होता है, जिसके लिए इलेक्ट्रोड को वेल्ड पूल से कुछ समय के लिए अलग किया जाता है। यदि कोटिंग दुर्दम्य है, तो परिणाम इलेक्ट्रोड के अंत में एक प्रकार का "विज़र" का निर्माण होगा, जो सतह के साथ संपर्क और चाप की बहाली में हस्तक्षेप करता है।
मशीन मोड और वेल्डिंग पैरामीटर
अनुभवी वेल्डर विभिन्न प्रकार की मशीन सेटिंग्स का परीक्षण करके पतली धातु को वेल्ड करना जानते हैं। परिणामस्वरूप, इष्टतम पैरामीटर प्राप्त हुए जो इस प्रकार के काम के लिए उपयुक्त हैं। यहां मुख्य सेटिंग्स हैं:
मोटी प्लेटों के साथ काम करते समय वेल्डिंग करंट को कम सेट करना महत्वपूर्ण है। इससे जलने और रिसाव से बचने में मदद मिलेगी। इनवर्टर ने इस क्षेत्र में खुद को उत्कृष्ट साबित किया है, जो वैकल्पिक वोल्टेज के साथ खाना पकाने की अनुमति देता है, लेकिन साथ में उच्च आवृत्ति, साथ ही प्रत्यक्ष वर्तमान उपकरण।
यदि यूनिट सेटिंग्स आपको शुरुआती वोल्टेज स्तर सेट करने की अनुमति देती हैं, तो आपको इसका लाभ उठाना चाहिए और ऑपरेटिंग करंट की तुलना में कम मान (लगभग 20%) सेट करना चाहिए। यह आर्क को प्रज्वलित करना शुरू करते समय क्षेत्र को झुलसने से बचाएगा और जोड़ पर तुरंत वेल्डिंग शुरू करने में मदद करेगा। यदि प्रारंभिक धारा को नियंत्रित नहीं किया जाता है, तो आप इलेक्ट्रोड को एक मोटी सतह पर प्रज्वलित कर सकते हैं और फिर इसे जोड़ में स्थानांतरित कर सकते हैं।
पतली धातु की वेल्डिंग में कम धारा पर काम करना शामिल है। ऐसा करने के लिए, इन्वर्टर सेटिंग्स को एमीटर के ऑपरेटिंग मूल्यों को 10-30 ए के स्तर पर बनाए रखना होगा। यदि न्यूनतम समायोज्य मूल्य इन मापदंडों से अधिक है, तो अतिरिक्त प्रतिरोध के साथ वर्तमान ताकत को कम करना संभव है सर्किट. इसके लिए, एक उच्च-कार्बन स्टील स्प्रिंग का उपयोग किया जाता है, जिसे उत्पाद और ग्राउंड केबल के बीच रखा जाता है। अतिरिक्त गिट्टी स्थापित करने से भी मदद मिलेगी जो करंट को आवश्यक स्तर तक कम कर देगी।
यदि डिवाइस सेटिंग्स पल्स मोड का समर्थन करती हैं, तो आप इसका उपयोग कर सकते हैं। विशेष रूप से पतले स्टील को आंतरायिक चाप के साथ वेल्ड किया जाता है। स्पंदित धारा स्वचालित रूप से चाप को तोड़ देगी, जिससे धातु ठंडी हो जाएगी।
वेल्डिंग तकनीक
पतली शीट वाले लोहे की वेल्डिंग के लिए प्लेटों के किनारों को एक-दूसरे के करीब उचित दृष्टिकोण की आवश्यकता होती है। बट जोड़ों में अक्सर जलन होती है और ये केवल अनुभवी वेल्डर के लिए उपयुक्त होते हैं। यदि संभव हो, तो प्लेटों को ओवरलैप करके रखना उचित है। यह जमा हुई धातु के लिए कुछ आधार तैयार करेगा और पूरे उत्पाद को जलने नहीं देगा। इस मामले में, इलेक्ट्रोड को मुख्य रूप से नीचे की प्लेट की ओर निर्देशित किया जाता है, क्योंकि एक अलग स्थिति से ऊपरी तरफ अंडरकट हो जाएगा।
बट में जुड़ने पर किनारों को नहीं काटा जाता है। गैप की भी कोई जरूरत नहीं है. भागों के सिरों को यथासंभव कसकर एक साथ लाना और निपटाना आवश्यक है। कम धारा शक्ति और पतले इलेक्ट्रोड काम को बहुत आसान बनाते हैं। फिर आप इसे कई तरीकों से पका सकते हैं:
- करंट को कम पर सेट करें और कनेक्शन लाइन के साथ सख्ती से बिना किसी दोलन गति के सीम को जल्दी से सीवे।
- करंट को थोड़ा अधिक बढ़ाएं, लेकिन सीम को आंतरायिक चाप के साथ संचालित करें, जिससे धातु को एडिटिव के अगले "भाग" से पहले ठंडा होने का समय मिल सके।
- ऊपर वर्णित विधियों का उपयोग करके पकाएं, लेकिन गर्म क्षेत्र बनाए रखने और ढीलेपन से बचने के लिए एक विशेष सब्सट्रेट का उपयोग करें। एक धातु की मेज यहां काम नहीं करेगी, क्योंकि उत्पाद को आंशिक रूप से इसमें वेल्ड किया जा सकता है। एक अच्छा विकल्प ग्रेफाइट बैकिंग होगा।
- गंभीर विकृति को रोकने के लिए, चेकरबोर्ड पैटर्न में या छोटे खंडों में (प्रत्येक 100 मिमी) टांके लगाएं। बाद की विधि के साथ, अगले सीम को पिछले सीम की शुरुआत में समाप्त करना आवश्यक है। यह उत्पाद को उसकी पूरी लंबाई में समान रूप से गर्म करने और विरूपण को कम करने की अनुमति देगा।
वेल्डिंग एक छोटे चाप के साथ की जाती है, जो आपको जल्दी से एक सीम बनाने और क्षेत्र को अधिक गर्म होने से बचाने की अनुमति देती है। इलेक्ट्रोड के अंत और सतह के बीच की दूरी बढ़ाने से प्लेटों को जलने से रोका जा सकता है, लेकिन वेल्डिंग बीड के निर्माण में योगदान नहीं होता है। इलेक्ट्रोड को 45 डिग्री के कोण पर अपनी ओर रखा जाता है, या किनारे की ओर झुकाया जाता है। समकोणइससे बचना चाहिए क्योंकि इससे जलन होती है।
वैकल्पिक तरीके
इनवर्टर के अलावा, अर्ध-स्वचालित वेल्डिंग विधि भी उपयुक्त है, खासकर कार बॉडी के साथ काम करते समय। लाभ यह है कि इलेक्ट्रोड को बदलने की कोई आवश्यकता नहीं है, क्योंकि तार को लगातार आपूर्ति की जाती है। इससे बड़ी परियोजनाओं के लिए पूरी प्रक्रिया में काफी तेजी आती है। उत्पाद और हीटिंग पैड के बीच की दूरी को नियंत्रित करना आसान है क्योंकि इलेक्ट्रोड का कोई दहनशील हिस्सा नहीं है। शुरुआती वेल्डरों के लिए इस विधि में महारत हासिल करना आसान है।
अर्ध-स्वचालित वेल्डिंग आपको 0.8 मिमी तार के उपयोग के कारण स्टील की और भी पतली शीट के साथ काम करने की अनुमति देती है। लेकिन ऐसे उपकरण रोजमर्रा की जिंदगी में हमेशा उपलब्ध नहीं होते हैं, इसलिए इन्वर्टर विधि की मांग बनी रहती है। इन युक्तियों पर विचार करने के बाद, यह स्पष्ट हो जाता है कि पतली धातु को ठीक से कैसे वेल्ड किया जाए। इन्वर्टर और सेमी-ऑटोमैटिक मशीन के साथ काम करने के बारे में अतिरिक्त वीडियो आपको अपना ज्ञान मजबूत करने और अभ्यास शुरू करने में मदद करेंगे।