वेल्ड भागों को जोड़ने के सबसे विश्वसनीय तरीकों में से एक है। इसका उपयोग उद्योग और सामान्य दैनिक जीवन में किया जाता है। प्रत्येक घरेलू कारीगर समय-समय पर वेल्डिंग का उपयोग करता है। यह अच्छा है अगर वह खुद खाना बनाना जानता है, लेकिन उसे अक्सर विशेषज्ञों की ओर रुख करना पड़ता है। लेकिन वेल्डिंग सीखना काफी संभव है। आपको सबसे सरल से शुरुआत करनी चाहिए: शुरुआती लोगों के लिए इलेक्ट्रिक वेल्डिंग, सबसे पहले, विभिन्न सीम बनाना सीखना है। अधिक जटिल कार्य अनुभव प्राप्त करने के बाद ही किया जा सकता है। आइए प्रौद्योगिकी की मूल बातें और वेल्डिंग प्रक्रिया की कुछ युक्तियों के साथ-साथ उपयोग किए जाने वाले उपकरणों और सामग्रियों पर नजर डालें।
वेल्डिंग मशीनों के प्रकार
के लिए सही चुनाववेल्डिंग मशीन, आपको सभी पेशेवरों और विपक्षों को ध्यान में रखना होगा विभिन्न प्रकारऔर वेल्डर के मॉडल.
ट्रान्सफ़ॉर्मर- सबसे सरल और सबसे पारंपरिक उपकरण, वजन में काफी भारी, एक स्टेप-डाउन ट्रांसफार्मर के आधार पर बनाया गया है, जो वोल्टेज मान को ऑपरेशन के लिए आवश्यक मान पर लाता है। ट्रांसफार्मर की ख़ासियत यह है कि वे प्रत्यावर्ती धारा पर काम करते हैं, जो एक अस्थिर चाप बनाता है। स्लैग और गैस अशुद्धियों की बढ़ी हुई मात्रा के संयोजन में, ऐसा चाप धातु के बिखरने में योगदान देता है और वेल्ड की उपस्थिति को खराब कर देता है। ऐसे उपकरण के साथ उच्च गुणवत्ता वाला वेल्ड एक अनुभवी वेल्डर द्वारा किया जा सकता है जिसके पास ट्रांसफार्मर पर काम करने का कौशल है।
![]()
प्रत्यावर्ती धारा पर चलने वाला एक सरल उपकरण
रेक्टिफायर्स- वेल्डर जो परिवर्तित कर सकते हैं ए.सीसेमीकंडक्टर डायोड का उपयोग करके डीसी और नेटवर्क वोल्टेज को कम करें। प्रत्यक्ष धारा एक स्थिर चाप उत्पन्न करती है और आपको वेल्डिंग सीम को एक समान और सीलबंद, मजबूत और सुंदर बनाने की अनुमति देती है। रेक्टिफायर सार्वभौमिक है, सभी प्रकार के इलेक्ट्रोड इसके लिए उपयुक्त हैं, इस उपकरण से सभी प्रकार की धातुओं को वेल्ड किया जा सकता है: स्टेनलेस स्टील, एल्यूमीनियम, तांबा, टाइटेनियम, विभिन्न मिश्र धातु।

यूनिवर्सल वेल्डिंग मशीन, सभी प्रकार के इलेक्ट्रोड के लिए उपयुक्त
इन्वर्टर- बहुत लोकप्रिय हैं क्योंकि वे हल्के वजन, उत्कृष्ट कार्यक्षमता और स्वचालित सेटिंग्स हैं। ऐसी तकनीकी विशेषताएँ शुरुआती लोगों को इस पर काम करने की अनुमति देती हैं। डिवाइस के डिज़ाइन में कई ब्लॉक शामिल हैं जो नेटवर्क से प्रत्यावर्ती धारा को परिवर्तित करते हैं डी.सी.उच्च शक्ति. इस प्रकार के वेल्डर का लाभ यह है:
- सटीक सेटिंग्स की संभावना;
- कार्यों की एक विस्तृत श्रृंखला का निष्पादन;
- स्थिर चाप;
- बिजली वृद्धि का प्रतिरोध;
- उच्च गुणवत्ता वाली वेल्डिंग, चिकनी सीम;
- सभी प्रकार के इलेक्ट्रोड के साथ काम करें;
- अंतरिक्ष में किसी भी मोटाई और स्थिति की सभी प्रकार की धातुओं का कनेक्शन।
- इसमें अतिरिक्त कार्य हैं जो इलेक्ट्रोड को चिपकने और फटने से रोकते हैं;
- अधिकतम वर्तमान आपूर्ति पर इलेक्ट्रोड को प्रज्वलित करने की संभावना;
नुकसान में शामिल हैं:
- बार-बार धूल हटाने की आवश्यकता;
- 2.5 मीटर की सीमित केबल लंबाई;
- -15 डिग्री से नीचे हवा के तापमान पर काम करने की असंभवता।

इन्वर्टर नौसिखिए वेल्डर के लिए उपयुक्त है
अर्ध-स्वचालित -ये दो प्रकार के होते हैं. पूर्व में निरंतर तार आपूर्ति के कारण वेल्डिंग कार्य की उत्पादकता में वृद्धि होती है। इस मामले में, इलेक्ट्रोड को लगातार बदलने की आवश्यकता नहीं है। सीवन चिकना, निरंतर और दोष रहित है। उत्तरार्द्ध एक गैसीय वातावरण में काम करते हैं; इसके लिए वे ऑक्सीजन, नाइट्रोजन और कार्बन डाइऑक्साइड, साथ ही आर्गन और हीलियम का उपयोग करते हैं। गैस वेल्डिंग के निम्नलिखित फायदे हैं:
- एक उपकरण गैस और तार दोनों के साथ काम करने के लिए डिज़ाइन किया गया है;
- सीम की उत्कृष्ट गुणवत्ता और सौंदर्यशास्त्र;
- स्थिर, सम चाप;
- उच्च कार्यक्षमता;
- जटिल जोड़ों को वेल्डिंग करने की संभावना।

इस मशीन से आप उच्च गुणवत्ता वाला वेल्ड बना सकते हैं
एक नौसिखिया वेल्डर को आरंभ करने के लिए क्या चाहिए?
सबसे पहले, आपको उपकरण और कपड़े तैयार करने की आवश्यकता है।
उपकरण और सुरक्षात्मक उपकरण
आपको निश्चित रूप से एक वेल्डिंग मशीन, इलेक्ट्रोड का एक सेट, स्लैग को हटाने के लिए एक हथौड़ा और छेनी और सीम की सफाई के लिए एक धातु ब्रश की आवश्यकता होगी। इलेक्ट्रिक होल्डर का उपयोग इलेक्ट्रोड को क्लैंप करने, पकड़ने और उसमें करंट सप्लाई करने के लिए किया जाता है। सीम आयामों की जांच के लिए आपको टेम्पलेट्स के एक सेट की भी आवश्यकता होगी। इलेक्ट्रोड का व्यास धातु शीट की मोटाई के आधार पर चुना जाता है। सुरक्षा के बारे में मत भूलना. हम एक विशेष प्रकाश फिल्टर के साथ एक वेल्डिंग मास्क तैयार करते हैं जो अवरक्त किरणों को प्रसारित नहीं करता है और आंखों की रक्षा करता है। स्क्रीन और शील्ड समान कार्य करते हैं। एक कैनवास सूट, जिसमें एक लंबी बाजू वाली जैकेट और बिना कफ वाली चिकनी पतलून, धातु के छींटों से बचाने के लिए चमड़े या फेल्टेड जूते, और ओवरलैपिंग आस्तीन के साथ दस्ताने या दस्ताने, कैनवास या साबर शामिल हैं। ऐसे सीधे, बंद कपड़े वेल्डर को उसके शरीर पर पिघली हुई धातु लगने से बचाते हैं।
ऐसे विशेष सुरक्षात्मक उपकरण हैं जिनका उपयोग ऊंचाई पर और धातु की वस्तुओं के अंदर, लेटकर काम करने के लिए किया जाता है। ऐसे मामलों में, आपको ढांकता हुआ जूते, एक हेलमेट, दस्ताने, एक चटाई, घुटने के पैड, आर्मरेस्ट की आवश्यकता होगी, और उच्च ऊंचाई वेल्डिंग के लिए आपको पट्टियों के साथ एक सुरक्षा बेल्ट की आवश्यकता होगी।

कौन सा इलेक्ट्रोड चुनना है
इलेक्ट्रोड विभिन्न प्रकार और ब्रांडों में आते हैं। यह जुड़े हुए हिस्सों की धातु और इलेक्ट्रोड की उसी धातु का चयन करने की आवश्यकता के कारण है।
प्रत्येक इलेक्ट्रोड पर एक अंकन होता है जो वेल्डर को सभी आवश्यक जानकारी देता है। लेबल पढ़ना सीखना कठिन नहीं है।

इलेक्ट्रोड पर विशेष चिह्न होते हैं
वे अक्सर शीर्ष पर विभिन्न कोटिंग्स के साथ लेपित होते हैं जो इलेक्ट्रोड को विभिन्न धातुओं और काम करने की स्थितियों को वेल्डिंग करने के लिए आवश्यक गुण प्रदान करते हैं। यहां कोटिंग के प्रकार और अनुप्रयोग सुविधाओं के आधार पर इलेक्ट्रोड के वर्गीकरण की एक तालिका दी गई है।

एक विशेष कोटिंग इलेक्ट्रोड को विभिन्न धातुओं की वेल्डिंग के लिए आवश्यक विशेष गुण प्रदान करती है
प्रकार और उद्देश्य के आधार पर इलेक्ट्रोड का वर्गीकरण उत्पाद लेबलिंग में परिलक्षित होता है।

इलेक्ट्रोड प्रकार और उद्देश्य में भिन्न होते हैं
वेल्ड के प्रकार
कनेक्टिंग वेल्ड को स्थान, ताकत, प्रौद्योगिकी के अनुसार विभाजित किया गया है। प्रारुप सुविधाये. सीवन स्थानों के प्रकार:
- निचला। सबसे सरल और सबसे सुविधाजनक, गुरुत्वाकर्षण के कारण, धातु भागों के बीच के अंतर को भर देती है। यह सबसे टिकाऊ और किफायती सीम है।
- क्षैतिज। वर्कपीस इलेक्ट्रोड के लंबवत स्थित होते हैं और सीम क्षैतिज रूप से चलती है। कुछ धातु वेल्डिंग क्षेत्र छोड़ देती है और इलेक्ट्रोड तेजी से खपत होता है।
- खड़ा। इस मामले में, वर्कपीस भी इलेक्ट्रोड के लंबवत स्थित होते हैं, लेकिन सीम लंबवत बनता है। पिघली हुई धातु नीचे की ओर झुकती है, इलेक्ट्रोड की खपत महत्वपूर्ण होती है।
- झुका हुआ. वेल्डर के हाथ की गति एक कोण पर होती है। कोने और टी-जोड़ों के लिए उपयोग किया जाता है।
- सीलिंग सीम मास्टर के ऊपर स्थित है।
डिज़ाइन द्वारा विभाजन:
- बट. बट जोड़ काफी टिकाऊ और किफायती है; यह जोड़ की सतह को विकृत नहीं करता है। यह एक सार्वभौमिक संबंध है.
- ओवरलैपिंग भागों को तब वेल्ड किया जाता है जब बट सीम के लिए पर्याप्त जगह नहीं होती है। वर्कपीस की मोटाई 8-10 मिमी से अधिक नहीं होनी चाहिए।
- दोनों तरफ एक कोने के सीम को वेल्ड करने की सिफारिश की जाती है, जिसमें वर्कपीस एक दूसरे के कोण पर स्थित होते हैं। गर्मी प्रभावित क्षेत्र में वृद्धि और इलेक्ट्रोड की अधिक खपत के कारण यह सीम करना आसान नहीं है।
- टी-वेल्ड एक फ़िलेट वेल्ड है जहां भागों के विमानों को लंबवत रूप से वेल्ड किया जाता है। सीम दोनों तरफ बनी है और काफी जटिल है।
- इलेक्ट्रिक रिवेट्स के लिए सीम का उपयोग तब किया जाता है जब हर्मेटिक सीम की कोई आवश्यकता नहीं होती है, यह सबसे किफायती और अगोचर है।
मोटे वर्कपीस के लिए वेल्डिंग या तो एक परत में या कई परतों में की जा सकती है।
वेल्डिंग द्वारा वेल्ड करना कैसे सीखें - शुरुआती लोगों के लिए एक मार्गदर्शिका
वेल्डिंग एक उच्च तापमान वाली प्रक्रिया है। इसे पूरा करने के लिए, एक इलेक्ट्रिक आर्क बनाया जाता है और इलेक्ट्रोड से वेल्ड किए जा रहे वर्कपीस तक रखा जाता है। इसके प्रभाव से इलेक्ट्रोड का आधार पदार्थ और धातु की छड़ पिघल जाती है। जैसा कि विशेषज्ञ कहते हैं, एक वेल्ड पूल बनता है, जिसमें बेस और इलेक्ट्रोड धातुएं मिश्रित होती हैं। परिणामी पूल का आकार सीधे चयनित वेल्डिंग मोड, स्थानिक स्थिति, चाप आंदोलन की गति, किनारे के आकार और आकार आदि पर निर्भर करता है। औसतन, इसकी चौड़ाई 8-15 मिमी, लंबाई 10-30 मिमी और गहराई है - लगभग 6 मिमी.
इलेक्ट्रोड कोटिंग, तथाकथित कोटिंग, जब पिघलती है, तो चाप क्षेत्र में और स्नान के ऊपर एक विशेष गैस क्षेत्र बनाती है। यह वेल्डिंग क्षेत्र से सारी हवा को विस्थापित कर देता है और पिघली हुई धातु को ऑक्सीजन के साथ प्रतिक्रिया करने से रोकता है। इसके अलावा, इसमें बेस और इलेक्ट्रोड दोनों धातुओं के जोड़े शामिल हैं। वेल्ड के शीर्ष पर स्लैग बनता है, जो पिघल को हवा के साथ संपर्क करने से भी रोकता है, जो वेल्डिंग की गुणवत्ता को नकारात्मक रूप से प्रभावित करता है। इलेक्ट्रिक आर्क को धीरे-धीरे हटा दिए जाने के बाद, धातु क्रिस्टलीकृत होने लगती है और एक सीम बनती है जो वेल्ड किए जा रहे हिस्सों को एकजुट करती है। इसके ऊपर स्लैग की एक सुरक्षात्मक परत होती है, जिसे बाद में हटा दिया जाता है।

वेल्डिंग प्रक्रिया के दौरान, इलेक्ट्रोड कोटिंग पिघल जाती है, जिससे एक विशेष गैस क्षेत्र बनता है। इसके अंदर बेस मेटल और इलेक्ट्रोड को मिलाया जाता है
नौसिखिए वेल्डर के लिए किसी विशेषज्ञ के मार्गदर्शन में अपना पहला अनुभव हासिल करना सबसे अच्छा है जो संभावित गलतियों को सुधार सकता है और उपयोगी सलाह दे सकता है। आपको भाग को सुरक्षित रूप से जोड़कर काम शुरू करना चाहिए। प्रयोजन के लिए आग सुरक्षाआपको अपने पास पानी की एक बाल्टी रखनी होगी। इसी कारण से, आपको लकड़ी के आधार पर वेल्डिंग कार्य नहीं करना चाहिए और उपयोग किए गए इलेक्ट्रोड के बहुत छोटे अवशेषों के साथ भी लापरवाह नहीं होना चाहिए।
वेल्डिंग मशीन को जोड़ना
वेल्डिंग के सुरक्षित रूप से काम करने के लिए, आपको निम्नलिखित नियमों का पालन करते हुए मशीन को नेटवर्क से कनेक्ट करना होगा:
- सबसे पहले आपको वोल्टेज और करंट की आवृत्ति की जांच करनी होगी। यह डेटा नेटवर्क और डिवाइस बॉडी पर समान होना चाहिए।
- हम वेल्डिंग मशीन पर वर्तमान शक्ति का परिकलित मान निर्धारित करते हैं, जो चयनित इलेक्ट्रोड व्यास के अनुरूप होना चाहिए। यदि वेल्डर सेटिंग्स ब्लॉक आपको वोल्टेज का चयन करने की अनुमति देता है, तो आपको इसे तुरंत सेट करने की आवश्यकता है। कनेक्शन एक विशेष प्लग और ग्राउंडिंग लग के माध्यम से किया जाता है।
- हम "ग्राउंडिंग" क्लैंप को सुरक्षित रूप से बांधते हैं। हम जांचते हैं कि केबल इंसुलेटेड है और एक विशेष धारक में बड़े करीने से बंधा हुआ है।
- सभी कनेक्शन, केबल, प्लग की जांच अवश्य करें।
- आप एक विशेष एक्सटेंशन कॉर्ड का उपयोग कर सकते हैं जो मध्यवर्ती कनेक्शन के बिना जुड़ा हुआ है।
- कमजोर तारों वाले पुराने घरों में, वोल्टेज में गिरावट हो सकती है। यह कार्य प्रक्रिया को रोक देता है और वेल्डिंग उपकरण को नुकसान पहुंचा सकता है। इस मामले में, आपको एक विद्युत जनरेटर की आवश्यकता है जो ऑपरेटिंग स्तर पर वोल्टेज प्रदान करेगा।

वेल्डिंग मशीन सरल है
सही करंट का चुनाव कैसे करें
वेल्डिंग करंट वेल्डिंग का एक महत्वपूर्ण संकेतक है और सीम के प्रकार और प्रकृति और कार्य उत्पादकता को निर्धारित करता है। धारा जितनी अधिक होगी, चाप उतना ही अधिक स्थिर होगा और प्रवेश की गहराई उतनी ही अधिक होगी। वर्तमान ताकत अंतरिक्ष में वर्कपीस के स्थान और इलेक्ट्रोड के आकार पर निर्भर करती है। क्षैतिज वर्कपीस की वेल्डिंग के लिए उच्चतम मूल्य निर्धारित किया गया है। ऊर्ध्वाधर सीम के लिए, उपयोग किया जाने वाला वर्तमान मूल्य 15% कम है, और छत के सीम के लिए - 20%।

वर्तमान ताकत वर्कपीस के स्थान और इलेक्ट्रोड के आकार पर निर्भर करती है
चाप कैसे मारा जाए
पहला तरीका है स्पर्श. ऐसा करने के लिए, हम इलेक्ट्रोड को उत्पाद के सापेक्ष लगभग 60° के कोण पर स्थापित करते हैं। इसे धीरे-धीरे सतह पर ले जाएँ। चिंगारी दिखाई देनी चाहिए, अब हम इलेक्ट्रोड को धातु से छूते हैं और इसे 5 मिमी से अधिक की ऊंचाई तक नहीं उठाते हैं।
यदि ऑपरेशन सही ढंग से किया गया, तो चाप प्रकाश करेगा। वेल्डिंग के दौरान पांच मिलीमीटर का अंतर बनाए रखा जाना चाहिए। यह ध्यान में रखा जाना चाहिए कि इलेक्ट्रिक वेल्डिंग का उपयोग करके धातु को ठीक से वेल्डिंग करते समय, इलेक्ट्रोड धीरे-धीरे जल जाएगा, इसलिए हम इसे लगातार धातु के थोड़ा करीब लाते हैं। इलेक्ट्रोड को धीरे-धीरे हिलाना चाहिए; यदि यह अचानक अटक जाता है, तो आपको इसे थोड़ा सा किनारे की ओर झुकाना होगा। यदि चाप प्रज्वलित नहीं होता है, तो धारा को बढ़ाने की आवश्यकता हो सकती है।
दूसरी विधि प्रभावशाली है. आपको इलेक्ट्रोड को वर्कपीस की सतह पर लाना होगा और इसे उस हिस्से पर मारना होगा, जैसे कि आप माचिस जला रहे हों। आप इसके किनारे पर कोटिंग को टैप करके इलेक्ट्रोड को प्रज्वलित करना आसान बना सकते हैं।
इलेक्ट्रोड का झुकाव और गति
जब आप बिना किसी समस्या के आर्क को रोशन कर सकते हैं और बनाए रख सकते हैं, तो मनके को जोड़ने का समय आ गया है। हम चाप को रोशन करते हैं, धीरे-धीरे और आसानी से इलेक्ट्रोड को क्षैतिज रूप से घुमाते हैं, इसके साथ मामूली दोलन गति करते हैं। इस मामले में, पिघली हुई धातु चाप के बिल्कुल केंद्र तक "रेक" हुई प्रतीत होती है। परिणाम जमा धातु द्वारा बनाई गई छोटी तरंगों के साथ एक मजबूत वेल्ड होना चाहिए।
नौसिखिए वेल्डर के लिए, इलेक्ट्रोड कोण को लगभग 70 डिग्री पर रखना बेहतर होता है, यानी ऊर्ध्वाधर से थोड़ा विचलन के साथ। नीचे आरेख है चाप वेल्डिंग.

इलेक्ट्रोड झुकाव कोण लगभग 70 डिग्री है
यदि वेल्डिंग भागों की प्रक्रिया के दौरान इलेक्ट्रोड लगभग पूरी तरह से जल गया है, और सीम अभी तक पूरा नहीं हुआ है, तो हम अस्थायी रूप से काम बंद कर देते हैं। हम उपयोग किए गए तत्व को एक नए से बदलते हैं, स्लैग हटाते हैं और काम करना जारी रखते हैं। सीवन के अंत में बने अवसाद से लगभग 12 मिमी की दूरी पर, जिसे क्रेटर भी कहा जाता है, हम चाप को जलाते हैं। हम इलेक्ट्रोड को अवकाश में लाते हैं ताकि पुराने और नए स्थापित इलेक्ट्रोड की धातु से एक मिश्र धातु बन जाए, जिसके बाद सीम की वेल्डिंग जारी रहती है।

वेल्डिंग प्रक्रिया के दौरान, इलेक्ट्रोड कुछ खास हरकतें करता है, मुख्य रूप से ट्रांसलेशनल, अनुदैर्ध्य और अनुप्रस्थ। उनके संयोजन से विभिन्न प्रकार के सीम बनते हैं, सबसे आम सीम चित्र में दिखाए गए हैं
भागों की वेल्डिंग प्रक्रिया के दौरान चाप आंदोलन प्रक्षेपवक्र को तीन दिशाओं में किया जा सकता है:
- प्रगतिशील.इसमें इलेक्ट्रोड की धुरी के साथ चाप को घुमाना शामिल है। इससे चाप की स्थिर लंबाई बनाए रखना काफी आसान हो जाता है।
- अनुदैर्ध्य.एक थ्रेड वेल्डिंग रोलर बनता है, जिसकी ऊंचाई इलेक्ट्रोड के चलने की गति और उसकी मोटाई पर निर्भर करती है। यह एक नियमित सीवन है, लेकिन बहुत पतला है। इसे सुरक्षित करने के लिए, इलेक्ट्रोड को वेल्डेड सीम के साथ ले जाने की प्रक्रिया में, अनुप्रस्थ गति भी की जाती है।
- अनुप्रस्थ।आपको वांछित सीम चौड़ाई प्राप्त करने की अनुमति देता है। दोलनशील आंदोलनों द्वारा प्रदर्शन किया गया। उनकी चौड़ाई का चयन सीम के आकार और स्थिति, उसके काटने के आकार आदि के आधार पर किया जाता है।
व्यवहार में, सभी तीन बुनियादी आंदोलनों का उपयोग किया जाता है, जो एक दूसरे पर आरोपित होते हैं और एक निश्चित प्रक्षेपवक्र बनाते हैं। वहाँ हैं क्लासिक विकल्पहालाँकि, आमतौर पर प्रत्येक मास्टर की अपनी लिखावट "दृश्यमान" होती है। मुख्य बात यह है कि काम के दौरान जुड़े हुए तत्वों के किनारे अच्छी तरह से जुड़े हुए हैं, और दिए गए आकार का एक सीम प्राप्त होता है।

एक नियम के रूप में, सभी तीन दिशाओं का उपयोग किया जाता है, वे एक-दूसरे को ओवरलैप कर सकते हैं और एक प्रक्षेपवक्र बना सकते हैं
वेल्ड बनाना
छत वेल्डिंग सीवन
यह सीम सबसे कठिन माना जाता है, क्योंकि वेल्ड पूल उल्टा हो जाता है और वेल्डर के ऊपर स्थित होता है। 4 मिमी से बड़ा कोई इलेक्ट्रोड न चुनें और इसे थोड़ा सा किनारे की ओर ले जाएं ताकि धातु फैल न जाए। एक छोटे चाप और पूरी तरह से सूखे इलेक्ट्रोड का उपयोग करें, छत वेल्डिंग के लिए सीम पतला होना चाहिए। आंदोलन स्व-निर्देशित है, जिससे वेल्डर के लिए सीम की गुणवत्ता को नियंत्रित करना आसान हो जाता है। इसे करने के कई तरीके हैं:
- सीढ़ी;
- वर्धमान;
- आगे - पीछे।

सीलिंग सीम को सबसे कठिन माना जाता है
वीडियो: सीलिंग सीम बनाना
खड़ा
ऐसा सीम बनाते समय आप इलेक्ट्रोड को ऊपर से नीचे या नीचे से ऊपर की ओर ले जा सकते हैं। धातु को बहने से रोकने के लिए, इलेक्ट्रोड को लंबवत स्थिति से नीचे की ओर 45-50 डिग्री के कोण पर रखा जाना चाहिए। अनुभवी वेल्डर इस सीम को एक बार में बनाने की सलाह देते हैं।

ऊर्ध्वाधर सीम बनाते समय, इलेक्ट्रोड को 45-50 डिग्री के कोण पर रखा जाता है
वीडियो: ऊर्ध्वाधर सीम
23.03
एक क्षैतिज सीवन बनाना
ऐसा सीम बनाते समय मुख्य कठिनाई धातु के नीचे की ओर बहने में होती है। इस समस्या को हल करने के लिए, वेल्डर को इलेक्ट्रोड कोण और पास गति को समायोजित करना होगा। वेल्डिंग बाएँ से दाएँ या दाएँ से बाएँ की जाती है।

क्षैतिज सीम बनाते समय, आपको इलेक्ट्रोड के झुकाव के कोण और मार्ग की गति का सही ढंग से चयन करने की आवश्यकता होती है
कोणीय
फ़िलेट या टी वेल्ड बनाते समय, भागों को नाव में अलग-अलग कोणों पर रखा जाता है ताकि पिघली हुई धातु कोने में प्रवाहित हो। फिर उन्हें दोनों तरफ से वेल्ड किया जाता है, संरचना का एक किनारा दूसरे से थोड़ा ऊंचा होना चाहिए। इलेक्ट्रोड की गति निचले बिंदु से शुरू होती है।

फ़िलेट वेल्डिंग में, इलेक्ट्रोड की गति निचले बिंदु से शुरू होती है
पाइपलाइन वेल्डिंग की विशेषताएं
इलेक्ट्रिक आर्क वेल्डिंग का उपयोग एक ऊर्ध्वाधर सीम बनाने के लिए किया जा सकता है, जो पाइप के किनारे स्थित है, और इसकी परिधि के साथ एक क्षैतिज सीम है। साथ ही छत और तल क्रमशः ऊपर और नीचे स्थित हैं। इसके अलावा, बाद वाले को प्रदर्शन करने के लिए सबसे सुविधाजनक माना जाता है। स्टील पाइपआमतौर पर दीवारों की ऊंचाई के साथ सभी किनारों की अनिवार्य पैठ के साथ बट वेल्ड किया जाता है। पाइप के अंदर सैगिंग को कम करने के लिए, क्षैतिज के सापेक्ष 45° से अधिक का इलेक्ट्रोड झुकाव कोण नहीं चुना जाता है। सीम की ऊंचाई - 2-3 मिमी, चौड़ाई - 6-8 मिमी। ओवरलैपिंग वेल्डिंग करते समय, सीम की ऊंचाई लगभग 3 मिमी और चौड़ाई 6-8 मिमी होती है।
इससे पहले कि हम इलेक्ट्रिक वेल्डिंग का उपयोग करके पाइप की वेल्डिंग शुरू करें, हम प्रारंभिक कार्य करते हैं:
- भाग को अच्छी तरह साफ करें;
- यदि पाइप के सिरे विकृत हैं, तो उन्हें काटें या सीधा करें;
- किनारों को साफ़ करें. हम पाइप के किनारों से सटे बाहरी और भीतरी सतहों के कम से कम 10 मिमी को धात्विक चमक तक साफ करते हैं।
अब आप वेल्डिंग शुरू कर सकते हैं। पूरी वेल्डिंग होने तक सभी जोड़ों को लगातार संसाधित किया जाता है। 6 मिमी तक की दीवार चौड़ाई वाले पाइपों के रोटरी और गैर-रोटरी जोड़ कम से कम 2 परतों में बनाए जाते हैं। 6-12 मिमी की दीवार चौड़ाई के साथ, तीन परतें बनाई जाती हैं, 19 मिमी से अधिक - चार। वेल्डिंग पाइप की ख़ासियत यह है कि जोड़ पर रखे गए प्रत्येक सीम को स्लैग से साफ़ किया जाना चाहिए, जिसके बाद अगला बनाया जाता है। पहला सीम सबसे महत्वपूर्ण है. इसे सभी किनारों को पूरी तरह से पिघला देना चाहिए और कुंद कर देना चाहिए। दरारों के लिए इसकी विशेष रूप से सावधानीपूर्वक जांच की जाती है। यदि वे मौजूद हैं, तो उन्हें पिघला दिया जाता है या काट दिया जाता है और टुकड़े को फिर से वेल्ड कर दिया जाता है।

अंतिम परत को आधार धातु में सहज संक्रमण के साथ यथासंभव समतल बनाया जाता है
दूसरी और बाद की सभी परतें पाइप को धीरे-धीरे घुमाकर बनाई जाती हैं। सभी परतों के अंत और शुरुआत को पिछली परत के सापेक्ष 15-30 मिमी स्थानांतरित किया जाना चाहिए। अंतिम परत आधार धातु में एक सहज संक्रमण और एक चिकनी सतह के साथ की जाती है। इलेक्ट्रिक वेल्डिंग द्वारा पाइप वेल्डिंग की गुणवत्ता में सुधार करने के लिए, प्रत्येक बाद की परत को अंदर किया जाता है विपरीत पक्षपिछले वाले के सापेक्ष, और उनके समापन बिंदु आवश्यक रूप से अलग-अलग दूरी पर हैं।
स्वयं करें वेल्डिंग एक जटिल कार्य है। हालाँकि, अगर आप चाहें तो अभी भी इसमें महारत हासिल कर सकते हैं। आपको प्रक्रिया के बुनियादी नियम सीखने होंगे और धीरे-धीरे सीखना होगा कि सबसे सरल अभ्यास कैसे करें। बुनियादी बातों में महारत हासिल करने के लिए समय और ऊर्जा बर्बाद करने की जरूरत नहीं है, जो कि महारत हासिल करने का आधार बनेगी। इसके बाद, आप अपने कौशल को निखारते हुए सुरक्षित रूप से अधिक जटिल तकनीकों की ओर आगे बढ़ सकते हैं।
वेल्डिंग मशीन एक जटिल उपकरण है जिसके लिए कुछ ज्ञान की आवश्यकता होती है। इससे पहले कि आप समझें कि इसका सही तरीके से उपयोग कैसे किया जाए, आपको संचालन के बुनियादी सिद्धांतों और सुरक्षा सावधानियों की बारीकियों का अध्ययन करने की आवश्यकता है। हालाँकि, पहले आपको उन सभी बुनियादी पहलुओं पर विचार करना चाहिए जिनका वेल्डिंग मशीन के सही और सुरक्षित उपयोग के लिए पालन किया जाना चाहिए।
शुरुआती लोगों के लिए वेल्डिंग मशीन का उपयोग करने की मूल बातें
यदि आपके घर में वेल्डिंग मशीन है, तो देर-सबेर आपको इसे क्रियान्वित करना ही होगा। बहुत से लोग उच्च योग्य विशेषज्ञों की सेवाओं का उपयोग करना पसंद करते हैं। हालाँकि, आप बिना किसी कठिनाई के डिवाइस को स्वयं संचालित कर सकते हैं। जिन लोगों ने पहले कभी धातु की वेल्डिंग नहीं की है वे अक्सर शुरुआती लोगों के लिए वेल्डिंग मशीन का उपयोग करने के तरीके के बारे में जानकारी प्राप्त करने का प्रयास करते हैं। सब कुछ उतना जटिल नहीं है जितना पहली नज़र में लगता है। सबसे पहले आपको इस उपकरण का उपयोग करने के लिए सभी सुरक्षा आवश्यकताओं का अध्ययन करना होगा। फिर प्रौद्योगिकी के साथ काम करने के सभी बुनियादी सिद्धांतों पर ध्यान दें। यह ध्यान दिया जाना चाहिए कि ऐसे नियम काफी महत्वपूर्ण हैं, क्योंकि मानव सुरक्षा उन पर निर्भर करती है।
वेल्डिंग मशीन के साथ काम करने के बुनियादी सिद्धांत:
- निर्देशों को पढ़ना एक महत्वपूर्ण पहलू है। यह वेल्डिंग मशीन के साथ काम करते समय सुरक्षा नियमों का पालन करने की बात करता है।
- सभी ज्वलनशील सामग्रियों को कार्य स्थल से हटा दिया जाना चाहिए।
- कार्यस्थलअच्छी तरह हवादार होना चाहिए. अनिवार्य रूप से ताजी हवावेल्डिंग मशीन के आगे और पीछे मौजूद होना चाहिए।
- आवश्यक आग बुझाने के उपकरण उचित स्थानों पर स्थित होने चाहिए और पहुंच योग्य होने चाहिए।
वेल्डिंग मशीन का उपयोग करना कैसे सीखें?
उपकरण को संचालित करना मुश्किल नहीं है, मुख्य बात यह है कि सभी परिचालन आवश्यकताओं को पूरा करना है, जो निर्देशों में आसानी से मिल जाती हैं। सब कुछ सावधानीपूर्वक तैयार होने के बाद, आप धातु की वेल्डिंग शुरू कर सकते हैं।
- आरंभ करने के लिए, उस हिस्से पर ग्राउंडिंग स्थापित की जाती है जो वेल्डिंग के लिए है।
- इसके बाद, वेल्डिंग करंट का चयन किया जाता है, जो वांछित इलेक्ट्रोड के व्यास के अनुरूप होगा।
- ऊपर वर्णित दो चरणों को पूरा करने के बाद, आप वेल्डिंग प्रक्रिया शुरू कर सकते हैं।
वेल्डिंग मशीन का उपयोग करने की तैयारी
उपयोग करने से पहले, आपको इस उपकरण के साथ काम करने के लिए तैयार करने के लिए डिज़ाइन किए गए चरणों का सावधानीपूर्वक पालन करना चाहिए।

उपयोग से पहले वेल्डिंग मशीन तैयार करने के लिए अनिवार्य कदम:
- आपको उपकरण को कार्य सतह पर रखना होगा। यह महत्वपूर्ण है कि वेल्डिंग मशीन कमरे में दीवारों या अन्य वस्तुओं से कम से कम दो मीटर की दूरी पर स्थित हो।
- यह ग्राउंडिंग केबल, साथ ही डिवाइस के कनेक्शन की जांच करने लायक है।
- इलेक्ट्रोड का चयन करना आवश्यक है. आमतौर पर, 2-5 मिलीमीटर मापने वाले इलेक्ट्रोड का उपयोग किया जाता है। आकार व्यक्तिगत है, और यह सब उस धातु की मोटाई पर निर्भर करता है जिसे वेल्ड किया जाना है।
- इसके बाद, आपको वेल्डिंग करंट डालना चाहिए। यह प्रक्रिया चयनित इलेक्ट्रोड की मोटाई, साथ ही वेल्ड किए जाने वाले भागों के घनत्व का विश्लेषण करके निर्धारित की जाती है।
- यदि बिजली चाप बनाने के लिए पर्याप्त नहीं है, तो आपको वर्तमान आपूर्ति बढ़ाने की आवश्यकता है। हालाँकि, आपको यह सावधानी से करना चाहिए, क्योंकि करंट की अधिक संतृप्ति के कारण इलेक्ट्रोड चिपक सकते हैं।
- इसके बाद, आपको वे हिस्से तैयार करने चाहिए जो वेल्डिंग प्रक्रिया में भाग लेंगे। ऐसा करने के लिए, आपको भाग को एक वाइस में जकड़ना होगा।
यह विचार करने योग्य है कि धातु भाग के साथ अल्पकालिक संपर्क एक चाप बनाता है। परिणामी चाप को बनाए रखना काफी कठिन है। यह जानना महत्वपूर्ण है कि यदि इलेक्ट्रोड और वेल्ड किए जा रहे हिस्से की सतह के बीच एक बड़ा या, इसके विपरीत, छोटा अंतर है, तो यह तुरंत बाहर चला जाता है। इसलिए, वेल्डिंग मशीन का उपयोग करने से पहले, यह अनुशंसा की जाती है कि आप घटना के मुख्य बिंदुओं का अध्ययन करें। खाना पकाने की प्रक्रिया के लिए, चयनित इलेक्ट्रोड के आधार पर, वर्तमान ताकत को सही ढंग से सेट करना भी आवश्यक है। ऐसे पैरामीटर समान नहीं हैं और प्रत्येक प्रकार की धातु के लिए व्यक्तिगत रूप से चुने जाते हैं।

अगले चरण में, इलेक्ट्रोड को एक विशेष धारक में रखा जाना चाहिए, और ग्राउंड टर्मिनल को वेल्ड किए जाने वाले हिस्से की सतह के क्षेत्र में स्थापित किया जाना चाहिए। एक चाप के गठन को प्राप्त करना आवश्यक है, जिसके बाद इलेक्ट्रोड की गति होगी, जिससे धातु पिघल जाएगी।
वेल्डिंग के मुख्य चरण
- सबसे पहले आपको इलेक्ट्रोड को होल्डर में डालना होगा।
- फिर आपको क्लैंप को चयनित भाग से जोड़ना चाहिए।
- धातु के संपर्क के माध्यम से चाप का निर्माण प्राप्त करना आवश्यक है।
- इसे जली हुई चाप से चलाना चाहिए। क्रिया धीमी होनी चाहिए और 75 डिग्री का कोण बनने तक जारी रखनी चाहिए।
- आर्क गैप (धातु और कार्यशील इलेक्ट्रोड के बीच की दूरी) को बनाए रखना आवश्यक है।
- यदि अतिरिक्त धातु है, तो आधार धातु के ठंडा होने के बाद उसे हथौड़े से हटा देना चाहिए। फिर इसे ब्रश से साफ कर लें.
वेल्डिंग मशीन "रेसांटा 220"
आज वेल्डिंग मशीनों की एक विस्तृत श्रृंखला उपलब्ध है। चयन गुणवत्ता, उपलब्धता और कीमत जैसे बुनियादी मानदंडों के आधार पर किया जाता है। "रेसांटा 220" काफी लोकप्रिय उपकरण है। इस वेल्डिंग मशीन की मांग न केवल गुणवत्ता से, बल्कि मूल्य निर्धारण नीति से भी निर्धारित होती है। हालाँकि, Resanta 220 वेल्डिंग मशीन का उपयोग कैसे करें, इसे कोई छोटा महत्व नहीं दिया गया है।

डिवाइस का उपयोग करने से पहले आपको इसकी विशेषताओं और सुरक्षा नियमों को समझना चाहिए। यह ध्यान देने योग्य है कि अक्सर वेल्डिंग मशीन का चुनाव दिए जाने वाले फायदों पर आधारित होता है।
Resanta डिवाइस के साथ काम करने के मुख्य लाभ
- वेल्डिंग आर्क पर एक वर्तमान नियंत्रण बटन की उपस्थिति, जो अन्य समान मॉडलों पर नहीं पाई जाती है।
- एक उत्कृष्ट शीतलन प्रणाली जो आपको डिवाइस के संचालन को निरंतर संचालन तक बढ़ाने की अनुमति देती है।
- एक विशेष "एंटी-स्टिकिंग" फ़ंक्शन की उपस्थिति, जो चिपकने वाले इलेक्ट्रोड पर केंद्रित है। यदि ऐसी कोई प्रक्रिया होती है, तो मशीन स्वचालित रूप से वर्तमान आपूर्ति को कम कर देती है जब तक कि इलेक्ट्रोड "अनस्टिक" न हो जाए। इलेक्ट्रोड सामान्य होने के बाद, मशीन पहले की तरह काम करना शुरू कर देती है।
- एक हॉट स्टार्ट फ़ंक्शन की उपस्थिति (आपको आर्क इग्निशन प्रक्रिया में सुधार करने की अनुमति देती है)।
- चाप नियंत्रण की उपलब्धता. मशीन चाप जलने के स्तर को स्पष्ट रूप से रिकॉर्ड करती है, इसे बाहर जाने से रोकती है।

उपरोक्त फायदों के आधार पर, कई लोग इस विशेष मॉडल को पसंद करते हैं, क्योंकि इस प्रकार की वेल्डिंग मशीन का उपयोग करना सबसे आसान और सबसे आरामदायक है। कार्य नियंत्रण बिंदु आपको न केवल खाना पकाने के लिए आरामदायक स्थिति बनाने की अनुमति देते हैं, बल्कि बहुत समय भी बचाते हैं।
इस उपकरण का एक अन्य लाभ इसके सुरक्षात्मक गुण हैं। इस क्षेत्र के पेशेवर और शुरुआती दोनों ही रेसांटा वेल्डिंग मशीन का उपयोग कर सकते हैं। इसलिए, सुरक्षा प्रणाली को स्पष्ट रूप से विनियमित किया गया था।
उपकरण का उपयोग करते समय सावधानियां
- डिवाइस के प्रवाहकीय भाग को इन्सुलेट करना।
- वेल्डिंग मशीन का कनेक्शन एक केबल का उपयोग करके बनाया जाता है जो प्रति मिनट तीन हजार वाट तक के वोल्टेज का सामना कर सकता है। यह ध्यान देने योग्य है कि केबल डबल इंसुलेटेड है, जो इसे शॉर्ट सर्किट के प्रति प्रतिरोधी बनाती है।
- डिवाइस के अंदर, नोड्स कसकर तय किए गए हैं और इंसुलेटर पर स्थित हैं। यह जानना महत्वपूर्ण है कि इंसुलेटर दूषित नहीं होने चाहिए, खासकर धातु की छीलन से।
वेल्डिंग मशीन "रेसांटा 220", अपने समकक्षों के विपरीत, उपयोग में सबसे सरल और सबसे समझने योग्य है। इसमें सुरक्षात्मक गुण और एक विशेष शीतलन प्रणाली भी है, जो लंबे समय तक इसके प्रदर्शन को बढ़ाती है। वेल्डिंग पेशेवरों के बीच उपकरण की अच्छी समीक्षा है, जो इसकी त्रुटिहीन गुणवत्ता को इंगित करता है।
पॉलीप्रोपाइलीन पाइपों के लिए वेल्डिंग तकनीक: सामान्य जानकारी
मुख्य लाभ पॉलीप्रोपाइलीन पाइपबहुत किफायती और स्थापित करने में आसान है। इसलिए, पॉलीप्रोपाइलीन पाइपों के लिए वेल्डिंग मशीन का उपयोग करना और स्वयं संचार स्थापित करना दोनों मुश्किल नहीं होंगे। सबसे पहले आपको वेल्डिंग तकनीक में महारत हासिल करने और सामग्री के साथ काम करने की बारीकियों को समझने की जरूरत है।
आज प्रौद्योगिकी के तेजी से विकास से पुराने धातु के पाइपों को उच्च गुणवत्ता वाले प्लास्टिक से बने नए पाइपों से बदलना संभव हो गया है। पाइपों की स्थापना विभिन्न वेल्डिंग विधियों का उपयोग करके उन्हें एक साथ जोड़कर की जाती है।

वेल्डिंग मशीन का उपयोग करने से पहले, आपको यह समझना चाहिए कि पॉलीप्रोपाइलीन संचार के साथ काम करते समय, सिस्टम को और अधिक नष्ट करना असंभव होगा। तीव्र इच्छा से भी वेल्डेड जोड़ को अलग नहीं किया जा सकता। इसलिए खाना पकाने की प्रक्रिया पर विशेष ध्यान देना चाहिए और सारा काम धीरे-धीरे करना चाहिए।
निष्कर्ष के तौर पर

अधिकांश शुरुआती जो वेल्डिंग प्रक्रिया में महारत हासिल कर रहे हैं, उन्हें भी इस समस्या का सामना करना पड़ता है कि इन्वर्टर वेल्डिंग मशीन का उपयोग कैसे किया जाए। जैसा कि यह पता चला है, इस प्रकार के उपकरण पारंपरिक वेल्डिंग मशीन से महत्वपूर्ण रूप से भिन्न नहीं होते हैं। किसी भी उपकरण का उपयोग करते समय, उसकी सुरक्षा प्रणाली और परिचालन आवश्यकताओं से स्वयं को परिचित करना सुनिश्चित करें। वेल्डिंग में मूल बिंदु अमूल्य अनुभव का होना है। इसलिए, काम के लिए सबसे आरामदायक मशीन की दिशा में चुनाव करने और धीरे-धीरे इसमें बेहतर होने की सिफारिश की जाती है।
Crazy Stroitel.ru आपके लिए प्रस्तुत है विस्तृत विवरणइन्वर्टर के साथ वेल्डिंग। इन्वर्टर एक वेल्डिंग मशीन है जिसका उपयोग इलेक्ट्रिक डिस्चार्ज के प्रभाव में धातु की चादरों को जोड़ने के लिए किया जा सकता है। वेल्डिंग इनवर्टर वेल्डिंग मशीनों के क्षेत्र में एक वास्तविक छलांग बन गए हैं, क्योंकि पुराने ट्रांसफार्मर काफी भारी होते हैं और उपयोग में मुश्किल होते हैं। इन्वर्टर किसी के लिए भी सुलभ है; इसका उपयोग करके वेल्डिंग प्रक्रिया के कुछ सिद्धांतों को जानना पर्याप्त है। बड़ा फायदा यह है कि इन्वर्टर से वेल्डिंग करने पर ट्रांसफार्मर से वेल्डिंग करने की तुलना में कम छींटे पड़ते हैं।

इन्वर्टर की एक विशिष्ट विशेषता, सबसे पहले, इसका हल्का वजन और अधिकतम क्षमताएं हैं, जिनकी मदद से यह ऐसा काम कर सकता है जो पहले जटिल और भारी इकाइयों द्वारा किया जाता था। इस छोटे उपकरण द्वारा खपत की गई बिजली विशेष रूप से आर्क के संचालन के लिए निर्देशित होती है, जिसकी मदद से सीधी वेल्डिंग प्रक्रिया को अंजाम दिया जाता है।
उपकरण विद्युत नेटवर्क में वोल्टेज के उतार-चढ़ाव के प्रति असंवेदनशील है, जो ग्रामीण क्षेत्रों में देखा जाता है। यदि आप अपने निजी घर में उतार-चढ़ाव का अनुभव करते हैं, तो खरीदारी करते समय इन्वर्टर की डेटा शीट में अनुशंसित वोल्टेज पर ध्यान दें। कुछ स्रोत इलेक्ट्रोड वेल्डिंग की अनुमति देते हैं =185 वी मेन वोल्टेज पर भी 3 मिमी।
पेशेवर वेल्डर की राय स्पष्ट है: इन्वर्टर की मदद से वेल्डिंग आर्क को पकड़ना और एक सुंदर, उच्च गुणवत्ता वाला सीम प्राप्त करना आसान होता है।
इन्वर्टर से वेल्डिंग शुरू करने से पहले या इलेक्ट्रिक वेल्डिंग की मूल बातें
इन्वर्टर वेल्डिंग मशीनें बहुत किफायती और उपयोग में बेहद सुविधाजनक हैं, जो विशेष रूप से उन लोगों के लिए बहुत महत्वपूर्ण है जो शुरुआती लोगों के लिए इन्वर्टर वेल्डिंग में रुचि रखते हैं। इन्वर्टर के साथ वेल्डिंग की मूल बातें क्या हैं, इसके साथ काम करने की तकनीक एक शुरुआत के लिए महत्वपूर्ण है? सबसे पहले, यह इन्वर्टर के संचालन सिद्धांत पर ध्यान देने योग्य है। चूंकि इन्वर्टर एक इलेक्ट्रॉनिक वेल्डिंग मशीन है, इसलिए इसके साथ काम करने का मुख्य बोझ विद्युत नेटवर्क पर पड़ता है। पुरानी वेल्डिंग मशीनों की तुलना में, जिनके सक्रिय होने से बिजली का तेज और अधिकतम झटका लगता है, जिसके परिणामस्वरूप पूरे गांव का विद्युत नेटवर्क बंद हो जाता है, इन्वर्टर में भंडारण कैपेसिटर होते हैं जो बिजली जमा करते हैं और सबसे पहले, निर्बाध सुनिश्चित करते हैं। विद्युत नेटवर्क का संचालन, और दूसरी बात, इन्वर्टर के विद्युत चाप को धीरे से प्रज्वलित करना। काफी सुलभ रूप में, आप स्वयं इन्वर्टर वेल्डिंग का पाठ सीख सकते हैं। और यदि आपके मन में यह सवाल है कि इन्वर्टर वेल्डिंग का उपयोग करके खाना बनाना कैसे सीखें, तो हम आपको कई चीजें प्रदान कर सकते हैं उपयोगी सुझाववेल्डिंग से पहले आपको सबसे पहले किस चीज़ पर ध्यान देना चाहिए। एक बहुत महत्वपूर्ण बात यह है कि इलेक्ट्रोड का व्यास जितना बड़ा होगा, यह उतनी ही अधिक बिजली की खपत करेगा। इसलिए, यदि आप संचालन में अपने इन्वर्टर का परीक्षण करने का निर्णय लेते हैं, तो डिवाइस द्वारा खपत की गई बिजली की अधिकतम मात्रा की गणना करना उचित है ताकि जला न जाए। घर का सामानपड़ोसियों पर. इसके अलावा, प्रत्येक इलेक्ट्रोड व्यास के लिए न्यूनतम वर्तमान ताकत दिखाई जाती है, यानी, यदि आप वर्तमान ताकत को कम करने का प्रयास करते हैं, तो सीम काम नहीं करेगा। यदि आप प्रयोग करने और करंट बढ़ाने का निर्णय लेते हैं, तो सीम काम करेगा, लेकिन इलेक्ट्रोड बहुत जल्दी जल जाएगा।
इन्वर्टर: उपकरण का बाहरी निरीक्षण
रिटेल चेन द्वारा बेचा जाने वाला इन्वर्टर एक बॉक्स जैसा दिखता है। इसका वजन डिवाइस की शक्ति पर निर्भर करता है: 3 - 7 किलो। उपकरण ले जाने का कार्य बेल्ट या हैंडल का उपयोग करके किया जाता है। मामले में वेंटिलेशन छेद के माध्यम से शीतलन किया जाता है।

निम्नलिखित नियंत्रण हैंडल और संकेतक उपकरण की सतह पर स्थित हैं:
डिवाइस को चालू और बंद करना टॉगल स्विच का उपयोग करके किया जाता है,
करंट और वोल्टेज मान फ्रंट पैनल पर नॉब का उपयोग करके सेट किए जाते हैं,
पैनल में संकेतक हैं जो बिजली आपूर्ति और उपकरण के अधिक गर्म होने की जानकारी देते हैं,
पैनल के सामने "+" और "-" चिह्नित आउटपुट हैं।
इसके अतिरिक्त, किट में दो केबल शामिल हैं। उनमें से एक इलेक्ट्रोड धारक के साथ समाप्त होता है। दूसरे में वेल्ड किए जाने वाले उत्पाद को सुरक्षित करने के लिए क्लॉथस्पिन के आकार की एक क्लिप होती है। वेल्डिंग उपकरण डिवाइस के पिछले पैनल पर स्थित कनेक्टर के माध्यम से जुड़ा हुआ है।
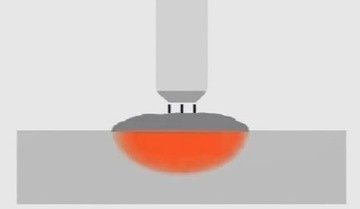
इलेक्ट्रिक वेल्डिंग की मूल बातें
यह समझने के लिए कि वेल्डिंग के दौरान क्या होता है, बस प्रस्तावित चित्र को देखें।

चाप इलेक्ट्रोड के धातु भाग और वेल्डेड धातु के संपर्क से बनता है। चाप तापमान के प्रभाव में, वेल्डेड धातु और इलेक्ट्रोड दोनों पिघलने लगते हैं। वेल्ड की जा रही धातु का पिघला हुआ हिस्सा और चाप स्थल पर इलेक्ट्रोड की धातु की छड़ एक स्नान बनाती है। इलेक्ट्रोड कोटिंग पिघल जाती है। इसका एक भाग गैसीय अवस्था में बदल जाता है और ऑक्सीजन से स्नान बंद कर देता है।
तरल अवस्था में शेष इलेक्ट्रोड कोटिंग तरल धातु के ऊपर स्थित होती है, जो वेल्डिंग के दौरान और शीतलन के दौरान धातु को वायुमंडलीय ऑक्सीजन से बचाती है।
वेल्डिंग पूरी होने और धातु के ठंडा होने के बाद, कोटिंग का तरल हिस्सा स्लैग में बदल जाता है, जो सीम के बाहरी हिस्से को ढक देता है। पूरी तरह ठंडा होने के बाद हथौड़े से थपथपाकर स्लैग को आसानी से हटाया जा सकता है।
वेल्डिंग के दौरान इलेक्ट्रोड पिघल जाता है। चाप को बाहर न जाने देने के लिए, इलेक्ट्रोड और धातु के बीच एक स्थिर दूरी, तथाकथित चाप की लंबाई, बनाए रखना आवश्यक है। यह वेल्डिंग ज़ोन में इलेक्ट्रोड को समान गति से फीड करके प्राप्त किया जाता है। साथ ही, इलेक्ट्रोड को वेल्ड के जोड़ के ठीक अनुदिश निर्देशित करने का प्रयास करें।
विषय पर अतिरिक्त वीडियो:
शुरुआती लोगों के लिए इन्वर्टर के साथ वेल्डिंग पर पाठ (चरण-दर-चरण निर्देश)
1. वेल्डिंग के साथ काम शुरू करने के लिए, आपके पास सुरक्षात्मक तत्व होने चाहिए, अर्थात्:
- खुरदरे कपड़े (रबड़ नहीं) से बने दस्ताने;
- अपनी आंखों की सुरक्षा के लिए, एक स्थापित सुरक्षात्मक फिल्टर के साथ एक वेल्डिंग हेलमेट खरीदना सुनिश्चित करें, जिसे वेल्डिंग करंट की भयावहता को ध्यान में रखते हुए चुना जाता है। वेल्डिंग के लिए गिरगिट मास्क का उपयोग करना अधिक सुविधाजनक है। इसमें इस्तेमाल किया गया फिल्टर आर्क को पहचानता है और उसके मापदंडों से मेल खाने के लिए इसे मंद कर दिया जाता है। कृपया ध्यान दें कि कम तापमान पर फिल्टर को समय पर काम करने का समय नहीं मिलता है; -100C से नीचे के तापमान पर गिरगिट मुखौटा सुरक्षा प्रदान नहीं करता है;
- प्राकृतिक घनी सामग्री से बनी एक खुरदरी जैकेट और पतलून जो वेल्डिंग प्रक्रिया के दौरान चिंगारी से नहीं जलती। कपड़ों को गर्दन को सुरक्षित रूप से ढंकना चाहिए और लंबी, बटन वाली आस्तीन होनी चाहिए जो बाहों की रक्षा करें;
मोटे तलवों वाले बंद चमड़े के जूते।

2. लेकिन वेल्डिंग शुरू करने के लिए एक मशीन पर्याप्त नहीं है। वेल्डिंग कार्य के लिए व्यक्तिगत सुरक्षा उपकरण और निर्माण के उद्देश्य से तैयारी उपायों की उपलब्धता की आवश्यकता होती है सुरक्षित स्थितियाँ. साइट की तैयारी इस प्रकार है:
वेल्डिंग के लिए मेज पर स्पष्ट स्थान प्रदान करें। जहाँ भी छींटे पड़ सकते हैं, उन सभी अनावश्यक चीजों को हटा दें।
कार्य क्षेत्र के लिए उच्च गुणवत्ता वाली रोशनी प्रदान करें।
वेल्डिंग का काम लकड़ी के फर्श पर खड़े होकर किया जाता है जो बिजली के झटके से बचाता है।
3. वेल्डिंग करंट सेट करें और एक इलेक्ट्रोड चुनें। हम उपयोग करते हैं इन्वर्टर वेल्डिंग के लिए इलेक्ट्रोड 2 से 5 मिमी तक।हम भागों की मोटाई और वेल्ड की जाने वाली सामग्री के आधार पर वेल्डिंग करंट सेट करते हैं। आमतौर पर इन्वर्टर बॉडी पर यह संकेत दिया जाता है कि इस करंट की ताकत क्या होनी चाहिए।
4. यदि आपने अभी-अभी किसी खुदरा श्रृंखला से इलेक्ट्रोड खरीदे हैं और आप उनकी गुणवत्ता को लेकर आश्वस्त हैं, तो आप इस अनुभाग को छोड़ सकते हैं। प्रदान की गई जानकारी उन इलेक्ट्रोडों को उपयोग के लिए तैयार करने में मदद करेगी जिन्हें बिना गर्म किए, नम कमरे में संग्रहीत किया गया था। उच्च गुणवत्ता वाले वेल्डेड जोड़ को सुनिश्चित करने के लिए, उन्हें 2000C के तापमान पर 2-3 घंटे तक सुखाया जाना चाहिए। इस उद्देश्य के लिए, आप एक पुराने इलेक्ट्रिक ओवन का उपयोग कर सकते हैं।
वेल्ड की जाने वाली सामग्री के ब्रांड के आधार पर इलेक्ट्रोड का चयन सख्ती से किया जाता है। प्रशिक्षण के लिए, आप सबसे आम का उपयोग कर सकते हैं: एएनओ या एमआर।
5. ग्राउंड टर्मिनल को वेल्ड की जाने वाली सतह से कनेक्ट करें (लाल रंग में हाइलाइट किया गया)।

6. वेल्डिंग कनेक्शन विश्वसनीय और उच्च गुणवत्ता का हो, इसके लिए काम शुरू करने से पहले वेल्ड की जाने वाली धातु तैयार करनी होगी:
- वायर ब्रश से किनारों से जंग पूरी तरह हटा दें।
- किनारों को विलायक से उपचारित करें: गैसोलीन, सफेद स्पिरिट।
- तैयारी करते समय, किनारों पर ग्रीस और पेंट उत्पादों की अस्वीकार्यता पर ध्यान दें।
7. बड़ी मोटाई की धातु की शीट पर रोलर के रूप में सीम बनाकर प्रशिक्षण शुरू करना बेहतर है। धातु पर पहला सीम बनाएं, जिसे आप क्षैतिज टेबल की सतह पर रखें। चाक से धातु पर एक सीधी रेखा खींचें, आप इसका उपयोग रोलर बिछाने और काम करते समय आपका मार्गदर्शन करने के लिए करेंगे। वेल्डिंग प्रक्रिया चाप के प्रज्वलन से शुरू होती है।वेल्डिंग आर्क को प्रज्वलित करने के दो तरीके हैं:
- धातु पर प्रहार करना, जैसे माचिस जलाते समय,
- धातु की सतह पर टैप करके।
आप दोनों तरीकों का उपयोग करके चाप पर प्रहार करने और उसे पकड़ने का प्रयास कर सकते हैं। यह सलाह दी जाती है कि प्रज्वलित करते समय वेल्डिंग क्षेत्र के बाहर निशान न छोड़ें। इलेक्ट्रोड और धातु के संपर्क से एक चाप बनता है। वेल्डर इलेक्ट्रोड को चाप की लंबाई के अनुरूप बहुत कम दूरी तक ले जाता है और वेल्डिंग शुरू कर देता है।

8. आइए वेल्डिंग शुरू करें।
हमें एक वेल्डिंग सीम मिलेगा। हम स्केल (सीम के ऊपर धातु का स्केल) को एक छोटे हथौड़े (या किसी अन्य कठोर और वजनदार वस्तु) से थपथपाकर हटाते हैं।

9. लगभग यही हमें मिलना चाहिए।

वह वीडियो देखें:
आर्क गैप नियंत्रण
आर्क स्पैन या आर्क लंबाई क्या है? यह वह अंतर है जो इलेक्ट्रोड और धातु के बीच वेल्डिंग प्रक्रिया के दौरान बनता है। वेल्डिंग की मूल बातें बताती हैं कि महत्वपूर्ण बिंदु इस अंतराल के समान आकार का निरंतर नियंत्रण और रखरखाव है।
लघु चाप

एक छोटे चाप के साथ, लगभग 1 मिमी, धातु को एक छोटे क्षेत्र पर गरम किया जाता है और वेल्ड उत्तल हो जाता है। धातु और सीम के जंक्शन पर, अंडरकट जैसा दोष दिखाई दे सकता है। यह सीवन के पास और उसके समानांतर एक छोटी नाली है। अंडरकट सीम की ताकत विशेषताओं को कम कर देता है।
लम्बा चाप

लंबे चाप के साथ इसकी स्थिरता सुनिश्चित करना कठिन है। चाप वायुमंडलीय हवा से खराब रूप से संरक्षित है, धातु को कम गर्म करता है, और परिणाम अपर्याप्त गहराई का एक सीम है।
सामान्य चाप

सामान्य आकार का निरंतर अंतर प्रदान करने से अच्छी पैठ के साथ एक सामान्य सीम का निर्माण होगा। सामान्य चाप का आकार 2-3 मिमी है।
वेल्डिंग करते समय लोकप्रिय शुरुआती गलतियाँ:
चाप की लंबाई को नियंत्रित करना सीखकर, आप इष्टतम परिणाम सुनिश्चित कर सकते हैं। चाप एक वेल्ड पूल बनाता है क्योंकि यह अंतराल से गुजरता है, आधार धातु और इलेक्ट्रोड को पिघलाता है। यह स्नान में जमा धातु के स्थानांतरण को भी सुनिश्चित करता है।
वेल्डिंग सीम को सही ढंग से कैसे बनाएं और इसमें क्या दोष हैं
वेल्डिंग मशीन से वेल्डिंग करना कैसे सीखें और दोषों से कैसे बचें? जब वेल्डिंग प्रक्रिया के दौरान इलेक्ट्रोड तेजी से चलता है, तो एक दोषपूर्ण सीम बन जाता है। स्नान रेखा आधार धातु की सतह से नीचे स्थित होती है। यदि चाप आधार धातु में तीव्रता से और गहराई से प्रवेश करता है, तो यह स्नान को पीछे धकेलता है और एक सीवन बनाता है। इसलिए, वेल्डिंग प्रक्रिया के दौरान, यह सुनिश्चित करना महत्वपूर्ण है कि सीम धातु के साथ समतल है। उच्च गुणवत्ता वाले सीम की आवश्यक गहराई प्राप्त करना वेल्डर के कौशल द्वारा सुनिश्चित किया जाता है। वेल्डिंग किनारे के साथ ट्रांसलेशनल मूवमेंट के अलावा, यह पैठ सुनिश्चित करने और आवश्यक सीम चौड़ाई प्राप्त करने के लिए अनुप्रस्थ मूवमेंट करता है। कौन सी गतिविधि करनी है इसका चुनाव वेल्डर का निजी मामला है। 4 मिमी तक की धातु की मोटाई के लिए, यूरोपीय मानक अनुप्रस्थ गति न करने की सलाह देते हैं।
स्नान गर्मी का अनुसरण करता है - वेल्डिंग करते समय दिशा बदलते समय इसे याद रखना चाहिए।  अंडरकट का गठन तब होता है जब पार करते समय पूल को पूरी तरह से भरने के लिए पर्याप्त इलेक्ट्रोड धातु नहीं होती है। इस तरह के साइड ग्रूव (अंडरकट) के गठन को रोकने के लिए, आपको बाहरी सीमाओं को नियंत्रित करने, बाथटब की सावधानीपूर्वक निगरानी करने और यदि आवश्यक हो, तो इसे पतला बनाने की आवश्यकता है।
अंडरकट का गठन तब होता है जब पार करते समय पूल को पूरी तरह से भरने के लिए पर्याप्त इलेक्ट्रोड धातु नहीं होती है। इस तरह के साइड ग्रूव (अंडरकट) के गठन को रोकने के लिए, आपको बाहरी सीमाओं को नियंत्रित करने, बाथटब की सावधानीपूर्वक निगरानी करने और यदि आवश्यक हो, तो इसे पतला बनाने की आवश्यकता है।
जब इलेक्ट्रोड को थोड़ा झुकाया जाता है, तो सारा बल वापस निर्देशित हो जाता है और सीम ऊपर उठ जाती है (तैरती है)। 
जब वेल्डिंग प्रक्रिया के दौरान इलेक्ट्रोड को बहुत अधिक झुकाया जाता है, तो बल सीम की दिशा में लगाया जाता है, जो स्नान के सामान्य नियंत्रण को रोकता है।

यदि एक सपाट सीम प्राप्त करना या स्नान को पीछे ले जाना आवश्यक है, तो विभिन्न कोणों पर इलेक्ट्रोड झुकाव का उपयोग करें। कार्य 45° से 90° के कोण पर शुरू होता है, क्योंकि यह कोण आपको सामान्य रूप से स्नान और वेल्ड का निरीक्षण करने की अनुमति देता है।
काम के दौरान, वेल्डर एक निश्चित झुकाव के साथ इलेक्ट्रोड को वेल्डिंग ज़ोन में फीड करता है। आगे और पीछे के कोण वेल्डिंग के बीच अंतर किया जाता है। यह तकनीकी तकनीक आपको सीम मापदंडों को समायोजित करने की अनुमति देती है।

आगे के कोण पर वेल्डिंग करते समय, सीम गहराई में छोटी लेकिन चौड़ी होती है, जो पतली धातु के लिए सुविधाजनक है। मोटी धातु की वेल्डिंग पिछड़े कोण पर की जाती है, जो गहराई में धातु का अधिक ताप सुनिश्चित करती है। कार्य करते समय चित्र में दर्शाए गए कोणों को बनाए रखने की सलाह दी जाती है। बड़ा नीला तीर वेल्डिंग की दिशा - वेल्ड की गति को दर्शाता है।
विषय पर अतिरिक्त वीडियो:
इन्वर्टर के साथ वेल्डिंग करते समय सीधी और विपरीत ध्रुवता
वेल्डिंग के दौरान धातु के पिघलने की प्रक्रिया चाप की गर्मी के प्रभाव में होती है, जो धातु और इलेक्ट्रोड को वेल्डिंग मशीन के विपरीत टर्मिनलों से जोड़ने के परिणामस्वरूप इलेक्ट्रोड और धातु के बीच बनती है।
वेल्डिंग कार्य करने के लिए दो विकल्प हैं, जो कनेक्शन के क्रम में भिन्न होते हैं, जिन्हें प्रत्यक्ष और विपरीत ध्रुवता के साथ वेल्डिंग कहा जाता है। प्रत्यक्ष ध्रुवता के साथ, इलेक्ट्रोड माइनस से जुड़ा होता है, और धातु प्लस से जुड़ा होता है, धातु में ऊष्मा इनपुट कम हो गया है। पिघलने का क्षेत्र संकीर्ण है, लेकिन साथ ही गहरा भी है।
जब ध्रुवता उलट जाती है, तो इलेक्ट्रोड धनात्मक से और धातु ऋणात्मक से जुड़ जाता है, जिसके परिणामस्वरूप उत्पाद में ताप इनपुट कम हो जाता है। पिघलने का क्षेत्र काफी चौड़ा है, लेकिन गहरा नहीं है। आप वेल्डेड सतह की कैथोडिक सफाई के प्रभाव को देख सकते हैं।
वेल्डिंग करते समय आपको कौन सी ध्रुवता चुननी चाहिए? वेल्डिंग प्रत्यक्ष और विपरीत ध्रुवता दोनों में की जाती है। चुनते समय, इस तथ्य को ध्यान में रखें कि सकारात्मक से जुड़ा नेटवर्क तत्व अधिक गर्म होता है। चित्र में लाल रंग का क्षेत्र वेल्डिंग के दौरान सबसे अधिक गर्म होता है।
पतली धातु की वेल्डिंग करते समय, वे इसके अधिक गर्म होने और जलने से डरते हैं। एक माइनस उत्पाद से जुड़ा होता है और रिवर्स पोलरिटी के साथ पकाया जाता है। सीधी ध्रुवीयता का उपयोग करके मोटी धातु को वेल्ड किया जाता है।
इलेक्ट्रोड फ़ीड गति का प्रभाव
वेल्डिंग की गति और इलेक्ट्रोड फ़ीड को यह सुनिश्चित करना चाहिए कि पर्याप्त मात्रा में पिघला हुआ धातु वेल्डिंग क्षेत्र में प्रवेश करे। धातु की कमी से कटौती होती है।
जब इलेक्ट्रोड तेजी से सीम के साथ चलता है, तो चाप की शक्ति धातु को गर्म करने के लिए पर्याप्त नहीं होती है, सीम उथला होता है, धातु के ऊपर स्थित होता है, किनारों को वेल्ड किए बिना पिघलाया जाता है। जब इलेक्ट्रोड धीरे-धीरे चलता है, तो बेस और इलेक्ट्रोड धातु का अधिक गरम होना देखा जाता है, संभवतः सतह जल जाती है और पतली धातु विकृत हो जाती है।
करंट का प्रभाव
तालिका में दिए गए आंकड़ों के अनुसार इन्वर्टर पर वर्तमान ताकत निर्धारित की जाती है। जैसा कि आप देख सकते हैं, डेटा काल्पनिक है।

वर्तमान ताकत और गति की गति का वेल्ड पर जटिल प्रभाव पड़ता है। उच्च धारा प्रवेश की गहराई को बढ़ाती है और आपको इलेक्ट्रोड की गति बढ़ाने की अनुमति देती है। वर्तमान और गति के इष्टतम मिलान के साथ, सीम मध्यम रूप से उत्तल और सुंदर है, जो वेल्ड किए जा रहे किनारों के प्रवेश की आवश्यक गहराई प्रदान करता है।
पतली धातु की शीट पर इन्वर्टर के साथ वेल्डिंग प्रक्रिया
 वेल्डिंग प्रक्रिया को पूरा करने से पहले आपको और क्या ध्यान देना चाहिए? इलेक्ट्रॉनों की ध्रुवता पर. यह वेल्डिंग की मूल बातें है. डीसी वेल्डिंग प्रक्रिया में, एक नकारात्मक और सकारात्मक स्रोत चार्ज होता है। सही तरीके से कनेक्ट करने के तरीके के बारे में बात कर रहे हैं वेल्डिंग इन्वर्टर, सबसे पहले, आपको यह तय करने की आवश्यकता है कि किस चार्ज को कहां कनेक्ट करना है, इस तथ्य के आधार पर कि यदि जिस सामग्री को वेल्ड करने की आवश्यकता है, उसमें सकारात्मक चार्ज है, तो यह अधिक गर्म हो जाएगा। यदि कोई धनात्मक आवेश इलेक्ट्रोड से जुड़ा है, तो यह गर्म हो जाएगा और अधिक जलेगा। ठेठ एक है विपरीत ध्रुवताइन्वर्टर के साथ वेल्डिंग करते समय, क्योंकि इसमें पतली धातु की शीटों की वेल्डिंग शामिल होती है, और उन्हें जलाना आसान होता है। इसलिए, यदि आप मुख्य रूप से इन्वर्टर के साथ पतली धातु की वेल्डिंग में रुचि रखते हैं, तो आपको इन्वर्टर की रिवर्स पोलरिटी स्थापित करने पर विशेष ध्यान देना चाहिए, साथ ही सामान्य शक्तिमौजूदा पतली धातु के इन्वर्टर वेल्डिंग के लिए इलेक्ट्रोड इन्वर्टर आर्क से "प्लस" और धातु शीट से "माइनस" से जुड़े होते हैं।
वेल्डिंग प्रक्रिया को पूरा करने से पहले आपको और क्या ध्यान देना चाहिए? इलेक्ट्रॉनों की ध्रुवता पर. यह वेल्डिंग की मूल बातें है. डीसी वेल्डिंग प्रक्रिया में, एक नकारात्मक और सकारात्मक स्रोत चार्ज होता है। सही तरीके से कनेक्ट करने के तरीके के बारे में बात कर रहे हैं वेल्डिंग इन्वर्टर, सबसे पहले, आपको यह तय करने की आवश्यकता है कि किस चार्ज को कहां कनेक्ट करना है, इस तथ्य के आधार पर कि यदि जिस सामग्री को वेल्ड करने की आवश्यकता है, उसमें सकारात्मक चार्ज है, तो यह अधिक गर्म हो जाएगा। यदि कोई धनात्मक आवेश इलेक्ट्रोड से जुड़ा है, तो यह गर्म हो जाएगा और अधिक जलेगा। ठेठ एक है विपरीत ध्रुवताइन्वर्टर के साथ वेल्डिंग करते समय, क्योंकि इसमें पतली धातु की शीटों की वेल्डिंग शामिल होती है, और उन्हें जलाना आसान होता है। इसलिए, यदि आप मुख्य रूप से इन्वर्टर के साथ पतली धातु की वेल्डिंग में रुचि रखते हैं, तो आपको इन्वर्टर की रिवर्स पोलरिटी स्थापित करने पर विशेष ध्यान देना चाहिए, साथ ही सामान्य शक्तिमौजूदा पतली धातु के इन्वर्टर वेल्डिंग के लिए इलेक्ट्रोड इन्वर्टर आर्क से "प्लस" और धातु शीट से "माइनस" से जुड़े होते हैं।
निजी घर में पतले हिस्सों की वेल्डिंग अधिक महत्वपूर्ण होती है। क्योंकि थोड़ी सी गलती से धातु जलने का खतरा हो सकता है। इससे पहले कि आप पतले हिस्सों के साथ काम करना शुरू करें, मोटी धातु पर बुनियादी सीमों पर महारत हासिल करने का प्रयास करें।
- न्यूनतम अनुशंसित एम्परेज पर वेल्डिंग करें।
- सीवन को आगे की ओर एक कोण पर बनाएं।
- रिवर्स पोलरिटी के साथ वेल्डिंग करना सुनिश्चित करें।
- पतली धातु की वेल्डिंग करते समय एक बड़ी समस्या भाग का विरूपण है। इसे कम करने के लिए, वेल्डिंग के दौरान भागों को सुरक्षित करें।
- 0.5 मीटर से अधिक लंबे उत्पादों पर टैक बनाते समय, टैक को उत्पाद के मध्य से किनारों तक लगाना शुरू करें।
जो लोग इन्वर्टर का उपयोग करना सीखना चाहते हैं उनके लिए इंटरनेट पर सबसे आम अनुरोध "शुरुआती वीडियो के लिए इन्वर्टर वेल्डिंग" है। हम अपनी वेबसाइट के पन्नों पर एक अनूठा वीडियो प्रदान करते हैं जहां आप एक शुरुआत के लिए इन्वर्टर के संचालन के सभी सिद्धांतों को देख सकते हैं।
और हम इन्वर्टर के साथ वेल्डिंग प्रक्रिया सीखने के लिए कुछ और सुझाव देंगे:

विषय पर अधिक वीडियो:
वेल्डिंग इन्वर्टर को ठीक से कैसे संचालित करें, इस वीडियो का अध्ययन करें और हमें यकीन है कि वेल्डिंग प्रक्रिया आपके लिए कठिन नहीं होगी। वीडियो देखने से पहले हमारे आर्टिकल में लिखे वेल्डिंग के विवरण को ध्यान से पढ़ें।
इन्वर्टर के साथ वेल्डिंग पर वीडियो पाठ:
और अंत में, सही वेल्डिंग इन्वर्टर कैसे चुनें?
हम यह भी अनुशंसा करते हैं:
टिप्पणियाँ:
फेसबुक (एक्स)
नियमित (37)
- अनातोली
बहुत अच्छा और उपयोगी लेख! मुझे इसे पढ़कर बहुत आनंद आया, वेल्डिंग में विभिन्न बारीकियों के इतने विस्तृत विश्लेषण के लिए धन्यवाद। का अभ्यास करते हैं!)
- वलोडिमिर
फलक मिस्टर. मैं अभी इसे उबालना शुरू कर रहा हूं, मैंने इसे अनुशंसित वोल्टेज में डाल दिया है, अन्यथा इलेक्ट्रोड जल जाएगा और तालू की ध्रुवता सामान्य हो जाएगी, लेकिन आप ऐसा नहीं कर पाएंगे, और आप वैसे भी खुश रहेंगे।
- दिमित्री
वेल्डर कीव, किफायती कीमतों पर वेल्डिंग का काम
यदि आपको सहायता की आवश्यकता है, तो यहां टिप्पणियों में लिखें, हम हमेशा सहायता करेंगे) - एंटोन
बहुत-बहुत धन्यवाद!!!
- वालेरी अनातोलीयेविच
शुरुआती लोगों के लिए बहुत उपयोगी वीडियो, सामान्य रूप से उपयोगी जानकारी और एक उपयोगी वेबसाइट! धन्यवाद! आपके काम में शुभकामनाएँ!
- तातियाना
मुझे आइकन के फ्रेम में धातु का मुकुट वेल्ड करने के लिए एक शिल्पकार की आवश्यकता है। धातु - पीतल.
- सोन्या
धन्यवाद, मुझे लेख और टिप्पणियाँ भी बहुत पसंद आईं
- अलेक्जेंडर (फोरमैन)
प्रिय दोस्तों, इस महीने इस लेख को 8272 बार देखा गया, जो एक उच्च आंकड़ा है। नौसिखिए वेल्डरों को और भी अधिक लाभ पहुंचाने के लिए कृपया सोशल नेटवर्क पर अपने दोस्तों को लेख की अनुशंसा करें।
- सिकंदर
कृपया मुझे ध्रुवीयता बताएं. + इलेक्ट्रोड से या जमीन से कनेक्ट करें। अन्यथा वे हर जगह अलग-अलग लिखते हैं। वेल्डिंग ने धातु को वेल्डिंग करना बंद कर दिया, मरम्मत के बाद इसे मरम्मत के लिए भेजा, यह थोड़ी देर के लिए काम किया और फिर से वही समस्या मास्टर को बताई गई और उन्होंने कहा कि इलेक्ट्रोड को - कनेक्ट ए + को ग्राउंड ए से कनेक्ट करना चाहिए, निर्देशों में इसके विपरीत + इलेक्ट्रोड, - द्रव्यमान लिखा हुआ है।
- दिमित्री
दोस्तों, मैं निम्नलिखित कहना चाहता हूं, मुझे वेल्डिंग धातु में पर्याप्त अभ्यास है। आज मैं धातु को ऐसे पकाता हूं जैसे कि मैं प्लास्टिसिन से कोई शिल्प बना रहा हूं, मैं तीन-बिंदु इलेक्ट्रोड के साथ छत में 40-100 मिमी व्यास वाले छेद को आसानी से वेल्ड कर सकता हूं, बिना किसी पैच के, और इसी तरह, संक्षेप में, यह मजेदार है . मुझे यह कौशल प्राप्त हुआ, और यह 18 साल पहले हुआ, जैसे ही मैंने एक चाप के साथ गर्म करने के दौरान धातु के रंग को देखना और अलग करना शुरू किया। इसलिए, मैं चाप जलाने के दौरान सबसे महत्वपूर्ण कौशल पर विचार करता हूं: 1. धातु से स्लैग को अलग करना। 2. धातु का ताप तापमान उसके रंग से देखें। इन चीज़ों को सीखें और आप आश्चर्यचकित रह जायेंगे कि सब कुछ कितना आसान और सरल है।
वेल्डिंग इनवर्टर (7-10 हजार की कम कीमत के साथ) उच्च गुणवत्ता वाले सीम बनाते हैं, भले ही वे शुरुआती लोगों के हाथों में हों। निःसंदेह, यदि आप सरल नियमों का पालन करेंगे तो काम अच्छा होगा। उन सभी का वर्णन लेख में किया गया है। हालाँकि, काम शुरू करने से पहले, शुरुआती लोगों को डिवाइस के लिए निर्देश पढ़ने की ज़रूरत है। आमतौर पर कुछ उपयोगी युक्तियाँ, साथ ही सुरक्षा सावधानियाँ भी होती हैं। याद रखें कि धातु को वेल्ड करना कोई भी सीख सकता है।
वेल्डिंग इन्वर्टर कैसे काम करता है?
वेल्डिंग इन्वर्टर धातु को वेल्डिंग करने का एक उपकरण है। इसे यह नाम इसलिए मिला क्योंकि यह प्रत्यावर्ती धारा को दिष्ट धारा में परिवर्तित करता है। और यद्यपि इन्वर्टर लगभग 90% कुशल है, इसकी ऊर्जा खपत कम है, इसलिए आपको उच्च बिजली बिल के बारे में चिंता करने की ज़रूरत नहीं है।
अक्सर, वेल्डिंग इन्वर्टर 220 वोल्ट नेटवर्क से संचालित होता है, कुछ प्रकार - 380 से। साथ ही, कम वोल्टेज पर काम करना संभव है: उदाहरण के लिए, 3 मिमी इलेक्ट्रोड का उपयोग 170 वी पर किया जा सकता है।
ट्रांसफार्मर या रेक्टिफायर की तुलना में इन्वर्टर से वेल्डिंग करना बहुत आसान है। इसके अलावा, एक नौसिखिया भी चाप को पकड़ सकता है। इसीलिए अधिकतर लोग इस पर वेल्डिंग करने की कला सीखते हैं।
काम की तैयारी
कौन से इलेक्ट्रोड का उपयोग करना है
इलेक्ट्रोड एक धातु की छड़ है जिसे एक विशेष कोटिंग - एक स्लैग मिश्रण - के साथ लेपित किया जाता है। कभी-कभी इसमें गैस बनाने वाले पदार्थ मिलाये जाते हैं। कोटिंग पिघली हुई धातु को ऑक्सीकरण से बचाएगी।
वेल्ड की जाने वाली धातु के प्रकार के आधार पर रॉड का चयन किया जाता है। उदाहरण के लिए, कार्बन या संक्षारण प्रतिरोधी स्टील के साथ काम करने के लिए, आपको UONII इलेक्ट्रोड ग्रेड की आवश्यकता होगी। सार्वभौमिक इलेक्ट्रोड भी हैं। इनमें ANO ब्रांड भी शामिल है। इनका उपयोग किसी भी ध्रुवीयता के विपरीत और आगे की धारा के लिए किया जाता है।
इलेक्ट्रोड को व्यास के आधार पर भी विभाजित किया जाता है, जो 1.6 मिमी से 5 मिमी तक भिन्न होता है। वेल्ड की जाने वाली धातु की मोटाई के आधार पर आकार का चयन किया जाता है: यह जितना मोटा होगा, व्यास उतना ही बड़ा होगा। वेल्डिंग मशीन के साथ काम करते समय एक टेबल उपयोगी हो सकती है।
रॉड जितनी मोटी होगी, इन्वर्टर वेल्डिंग मशीन में उतनी ही अधिक शक्ति होनी चाहिए। इसलिए, शुरुआती लोगों के लिए, 4 मिमी से अधिक का व्यास उपयुक्त नहीं है; पतली धातु को 2 मिमी के इलेक्ट्रोड से वेल्ड किया जा सकता है।
वेल्डिंग धारा की ध्रुवीयता और मूल्य
धातु को सीधे किस मोटाई तक पिघलाया जा सकता है, यह निर्धारित वर्तमान ताकत पर निर्भर करता है। चाप शक्ति भी इस सूचक द्वारा निर्धारित की जाती है। इलेक्ट्रोड का आकार आवश्यक वर्तमान ताकत निर्धारित करता है।
सतह के आधार पर, वेल्डिंग करंट का मान चुना जाता है। क्षैतिज सतहों पर यह अधिकतम है, ऊर्ध्वाधर सतहों पर यह लगभग 15% कम है, लटकती सतहों पर यह 20% कम है।
एक घरेलू प्रकार की वेल्डिंग मशीन 200 एम्पीयर तक का उत्पादन कर सकती है। एक पेशेवर उपकरण पर, मान 250 और उससे अधिक तक पहुँच जाते हैं। धारा किस दिशा में प्रवाहित होगी, यह ध्रुवीयता निर्धारित करेगी। इन्वर्टर में ध्रुवता को बदलने की क्षमता होती है।
जैसा कि आप जानते हैं, धारा माइनस से प्लस की ओर चलती है। इसलिए, "+" टर्मिनल अधिक गर्म होता है। यह सुविधा उच्च गुणवत्ता वाली धातु वेल्डिंग की अनुमति देती है। यदि वेल्ड किए जाने वाले हिस्से मोटे हैं, तो सकारात्मक टर्मिनल किसी एक हिस्से से जुड़ा होता है। इस विधि को प्रत्यक्ष ध्रुवता कहा जाता है।
पतले उत्पादों से एक नकारात्मक टर्मिनल जुड़ा होता है। इस कनेक्शन विधि को रिवर्स पोलेरिटी कहा जाता है।

वेल्डिंग निर्देश
वेल्डिंग की मूल बातें
इससे पहले कि आप सीधे धातु उत्पादों की वेल्डिंग शुरू करें, आपको इन्वर्टर वेल्डिंग मशीन की बुनियादी डिजाइन सुविधाओं का अध्ययन करने की आवश्यकता है। उन्हें चित्र में प्रस्तुत किया गया है।

इन्वर्टर का औसत वजन 7-8 किलोग्राम तक होता है। एक उच्च गुणवत्ता वाले उपकरण में मेटल बॉडी के किनारे एक वेंटिलेशन ग्रिल होता है जो ट्रांसफार्मर को ज़्यादा गरम होने से बचाता है।
बैक पैनल पर ऑन/ऑफ बटन है। सामने वाले भाग पर दो कनेक्टर हैं: "+" और "-"। एक केबल उनसे जुड़ी होती है, जिसके एक सिरे पर एक इलेक्ट्रोड और दूसरे सिरे पर एक क्लैंप होता है। केबल स्वयं पर्याप्त लंबाई की और लचीली होनी चाहिए।
चरण-दर-चरण निर्देश आपको बताते हैं कि इन्वर्टर के साथ सही तरीके से खाना कैसे बनाया जाए।
- इन्वर्टर वेल्डिंग सुरक्षात्मक उपकरणों की तैयारी के साथ शुरू होती है। आपके पास एक वेल्डिंग मास्क, एक मोटी जैकेट और रबर नहीं बल्कि खुरदरे दस्ताने हैं।
- एक इलेक्ट्रोड चुनें. यदि आप नौसिखिया हैं, तो 4 मिमी से अधिक मोटी रॉड का उपयोग न करें। फ्रंट पैनल पर, वांछित एम्परेज समायोजित करें। थोड़ा इंतजार करें; यदि आप इलेक्ट्रोड को सीधे धातु पर लाते हैं, तो चिपकना होगा।
- हम क्लैंप (जिसे ग्राउंड टर्मिनल भी कहा जाता है) को धातु की सतह से जोड़ते हैं।
- चाप प्रज्वलित है. फिर हम इलेक्ट्रोड को धातु के पास लाते हैं और उसे एक-दो बार छूते हैं। इस प्रकार, छड़ी मानो "सक्रिय" हो गई है। जिस दूरी पर इलेक्ट्रोड को रखा जाता है वह आमतौर पर उसके व्यास के बराबर होती है।
- वेल्डिंग के दौरान रॉड ऐसे पैटर्न के अनुसार चल सकती है।

वेल्डिंग की शुरुआत में चाप का प्रज्वलन + (वीडियो)
चाप का प्रज्वलन पहला चरण है, और शुरुआती लोगों को इससे समस्या होती है। सबसे पहले, चिकनाई हटाने के लिए रॉड को धातु पर थोड़ा थपथपाया जाता है। फिर माचिस जलाने जैसी एक विधि का उपयोग किया जाता है। इलेक्ट्रोड को उत्पाद की सतह पर ले जाया जाता है और थोड़ा स्पर्श किया जाता है। यदि रॉड अचानक धातु से चिपक जाती है, तो उसे या तो अचानक किनारे की ओर खींच लिया जाता है या इन्वर्टर पूरी तरह से बंद कर दिया जाता है।
आपको तब तक प्रहार करने की आवश्यकता है जब तक कि एक चमकीला चाप दिखाई न दे। चाप को गायब होने से बचाने के लिए इलेक्ट्रोड को धातु से 4 मिमी की दूरी पर रखें।
वेल्डिंग के दौरान इलेक्ट्रोड को कैसे स्थानांतरित करें + (वीडियो)
इलेक्ट्रोड केवल कुछ निश्चित प्रक्षेप पथों पर ही चल सकता है। उन्हें पहले ही दिखाया जा चुका है. यदि आप इलेक्ट्रोड को केवल सीधा घुमाएंगे, तो सीम टूट जाएगी। इसकी गति की गति सीम के गुणों को प्रभावित करती है। यदि आप तेजी से आगे बढ़ते हैं, तो सीम संकीर्ण होगी और उत्तल नहीं होगी; यदि आप धीरे-धीरे आगे बढ़ेंगे, तो यह चौड़ी और उत्तल होगी। उस बिंदु पर जहां सीम समाप्त होती है, इलेक्ट्रोड को 3-4 सेकंड के लिए रखा जाता है।

वेल्ड सीम कैसे बनाएं और दोषों से कैसे बचें + (वीडियो)
असमान सीम अक्सर तब बनती है जब इलेक्ट्रोड बहुत तेज़ी से चलता है। जब एक समान और उच्च-गुणवत्ता वाला सीम बनाने के बारे में बात की जाती है, तो आपको वेल्ड पूल की अवधारणा को पेश करने की आवश्यकता होती है। वेल्ड पूल धातु का वह भाग है जो वेल्डिंग के दौरान तरल अवस्था में होता है। भराव सामग्री इस भाग में प्रवेश करती है। पूल का दिखना एक अच्छा संकेत है, जिसका अर्थ है कि वेल्डिंग सही ढंग से चल रही है।
स्नान का समोच्च धातु भाग की सतह के नीचे स्थित है। यदि वेल्डिंग चाप समान रूप से और उत्पाद में काफी गहराई तक गुजरता है तो पूल एक अच्छा सीम बनाता है। आपको यह सुनिश्चित करने की ज़रूरत है कि सीवन नीचे न जाए, बल्कि सतह के साथ समतल रहे। यदि आप इलेक्ट्रोड को गोलाकार गति में घुमाते हैं तो एक अच्छा कनेक्शन बनाना आसान होता है। इस मामले में, स्नान को एक सर्कल में वितरित किया जाना चाहिए।
कोनों पर सीम बनाते समय याद रखें कि बाथटब गर्मी से घूम रहा है। स्नान के आकार को नियंत्रित करने के लिए, चाप की ताकत को समायोजित करें।

यदि आप इलेक्ट्रोड को ऊर्ध्वाधर स्थिति के करीब रखते हैं तो सीम बहुत उत्तल नहीं होगी। यदि आप रॉड को झुकाते हैं (उदाहरण के लिए, 45˚), तो सीम तैरने लगेगी। और जब इलेक्ट्रोड क्षैतिज स्थिति के बहुत करीब होता है, तो स्नान अलग होना शुरू हो जाता है और सीम मुड़ जाती है। इसलिए, इष्टतम झुकाव कोण 45˚ से 90˚ तक हैं।
आर्क गैप नियंत्रण
आर्क गैप धातु की सतह और इलेक्ट्रोड के बीच की दूरी है। प्रत्येक चरण में अंतराल समान होना चाहिए ताकि वेल्डिंग उच्च गुणवत्ता वाली और दोष रहित हो।
यदि अंतर छोटा है, तो वेल्ड बहुत उत्तल होगा, और सामग्री स्वयं अच्छी तरह से फ़्यूज़ नहीं होगी। ऐसा इसलिए होता है क्योंकि उत्पाद गर्म नहीं हो पाता। यदि कोई बड़ा गैप है, तो वेल्डिंग आर्क एक तरफ से दूसरी तरफ चला जाएगा, और सीम टेढ़ा और कमजोर निकलेगा। चित्र में दिखाया गया आवश्यक गैप अच्छी पैठ और एक समान सीम देगा।

पतली धातु की शीटों को कैसे वेल्ड करें + (वीडियो)
पतली धातु की वेल्डिंग के लिए, इन्वर्टर के रिवर्स कनेक्शन का उपयोग करना बेहतर होता है, अर्थात। "-" शीट से जुड़ा हुआ है। इस मामले में, वर्तमान ताकत औसत मूल्यों पर होनी चाहिए। ऐसा इलेक्ट्रोड चुनना बेहतर है जिसके पिघलने का समय लंबा हो। MT-2 मॉडल अच्छा है. इसका उपयोग वेल्डर द्वारा लंबे समय से किया जा रहा है, इसलिए इसने खुद को अच्छी तरह साबित कर दिया है।

पतली धातु के मामले में छड़ को लगभग 35˚ झुकाया जा सकता है। सबसे पहले, आप इसे सावधानी से धातु के करीब लाएँ, फिर लाल धब्बे के प्रकट होने और एक बूंद में बदलने की प्रतीक्षा करें। इलेक्ट्रोड को सुचारू रूप से घुमाएँ ताकि बूंद का आकार समान रहे। इस तरह सीवन सम हो जाएगा।
खरीद और प्रारंभिक व्यावहारिक प्रशिक्षण के लिए उपलब्ध वेल्डिंग मशीनों में से, स्व-सिखाया वेल्डर के लिए सबसे उपयुक्त सस्ती, विश्वसनीय, हल्के और विश्वसनीय मॉडल होंगे जिनकी मुख्य और निर्विवाद संपत्ति है - उपयोग में आसानी।
नई तकनीकों का उपयोग करके और लगभग सभी सबसे महत्वपूर्ण नवाचारों को शामिल करके बनाई गई आधुनिक इलेक्ट्रिक आर्क वेल्डिंग मशीनों में ऐसे लगभग आदर्श गुण हैं।
किसी भी अन्य वेल्डिंग इन्वर्टर की तरह, इसका उपयोग धातु संरचनाओं के सरल और विश्वसनीय कनेक्शन के लिए किया जाता है।
इस तकनीक के अनुप्रयोग के दायरे को अधिक सटीक रूप से रेखांकित करना काफी कठिन है, क्योंकि वेल्डेड जोड़ लगभग सार्वभौमिक रूप से लागू होते हैं - निर्माण, मैकेनिकल इंजीनियरिंग में, कृषिऔर रोजमर्रा की जिंदगी, सामान्य तौर पर, जहां धातु को आसानी से और सरलता से एक साथ जोड़ना आवश्यक है।
आवश्यक सामग्री/उपकरण/सुरक्षा
 सीधे काम के लिए, एक नौसिखिया वेल्डर को निम्नलिखित उपकरणों की आवश्यकता होगी:
सीधे काम के लिए, एक नौसिखिया वेल्डर को निम्नलिखित उपकरणों की आवश्यकता होगी:
- वेल्डिंग इन्वर्टरतारों के एक सेट के साथ (जमीन और इलेक्ट्रोड धारक से।
- उपभोग्य – वेल्डिंग इलेक्ट्रोडमैनुअल इलेक्ट्रिक आर्क वेल्डिंग के लिए (शुरुआत के लिए, 3 मिमी का व्यास प्रशिक्षण के लिए उपयुक्त है)।
- धातु ब्रश.
- छोटा हथौड़ा(एक नियम के रूप में, ऐसा हथौड़ा इन्वर्टर के साथ शामिल होता है, लेकिन एक विशेष वेल्डर का हथौड़ा खरीदना बेहतर होता है - एक स्प्रिंग हैंडल और एक फ्लैट और एक नुकीले आकार के साथ नुकीले सिरे के साथ)।
- क्लैंपवेल्ड किए जाने वाले भागों को दबाने के लिए।
प्रारंभिक प्रशिक्षण के लिए उपयुक्त सामग्री:
- धातु लोहे की वस्तुएँ- पाइप, धातु की पट्टियाँ, निर्माण फिटिंग।
ध्यान!अपना पहला कदम उठाते समय, यह जानना महत्वपूर्ण है कि एल्यूमीनियम, कच्चा लोहा और स्टेनलेस स्टील की वेल्डिंग के लिए विशेष इलेक्ट्रोड और बहुत आश्वस्त वेल्डिंग कौशल की आवश्यकता होती है।
और सबसे महत्वपूर्ण बात यह है कि काम को पूरा करने के लिए आपको विशेष सुरक्षा कवच की आवश्यकता होती है:
- एक विशेष प्रकाश फिल्टर वाले मास्क की आवश्यकता होती है।, वेल्डिंग आर्क से उज्ज्वल प्रकाश को अवरुद्ध करना।
- सुरक्षात्मक दस्ताने- आख़िरकार, आपको पिघली हुई स्क्रैप धातु से निपटना होगा।
- विशेष सूट, अधिमानतः आग प्रतिरोधी तिरपाल से।
- काम के जूतेऊँचे जूतों के साथ मोटे और टिकाऊ तलवों पर - सरल और विश्वसनीय तरीकाअपने पैरों को जलने से बचाएं.
कार्य निष्पादित करने के लिए चरण-दर-चरण निर्देश

प्रारंभिक चरण:
- पहला कदम- सबसे पहले आपको कार्यस्थल तैयार करने की जरूरत है, कमरे को अनावश्यक वस्तुओं और ज्वलनशील पदार्थों और तरल पदार्थों से हटा दें;
- क्षेत्र में पर्याप्त रोशनी की व्यवस्था करेंरचनात्मक अनुसंधान.
- सामग्री तैयार करेंवेल्डिंग और आवश्यक उपकरणों के लिए.
- जांचें कि केबल कनेक्शन सही और सुरक्षित हैंविद्युत विस्तार तारों का उपयोग करते समय।
जहां तक काम की बात है, यहां आपको कार्यों के अनुक्रम और क्रम में हमेशा के लिए महारत हासिल करने की जरूरत है, यह नियम बन जाना चाहिए और सभी आंदोलनों को स्वचालितता के बिंदु तक विकसित करना चाहिए:
- वेल्डिंग केबलों को खोलकर सीधा किया जाता है, इन्वर्टर सॉकेट से जुड़ता है।
- वेल्ड किए जाने वाले हिस्से बिछा दिए गए हैं, कनेक्शनों की शुद्धता की जाँच की जाती है और, यदि संभव हो तो, एक वाइस या क्लैंप में सुरक्षित किया जाता है।
- सुरक्षात्मक उपकरण पहनें, मास्क तैयार किया जा रहा है।
- भूमि का टर्मिनल- वेल्ड की जाने वाली सतहों में से एक पर प्लस चिन्ह वाला एक क्लैंप।
- इलेक्ट्रोड को धारक में डाला जाता है।
- डिवाइस के कनेक्शन की स्वयं जाँच करनाविद्युत आपूर्ति कुंजी को चालू किए बिना, विद्युत नेटवर्क से।
- बिजली चालू हो जाती है 15-20 सेकंड के बाद डिवाइस उपयोग के लिए तैयार है।
- इलेक्ट्रोड को इच्छित सीम की साइट पर लाया जाता है, सुरक्षात्मक मुखौटा चेहरे पर लाया जाता है, चाप प्रज्वलित किया जाता है।
- हल्की हलचलें एक वेल्ड पूल बनाती हैं, और एक सीवन बनता है।
छोटे हिस्सों को जोड़ते समय जहां सीम छोटा है, यह अनुशंसा की जाती है कि गुणवत्ता नियंत्रण और बड़ी मात्रा में काम के लिए स्लैग जमा को हटाने के दौरान डिवाइस को बंद न करें, मजबूर शीतलन की उपस्थिति के बावजूद, इन्वर्टर को बंद करने की सिफारिश की जाती है; और एक छोटा सा ब्रेक लें.
- होल्डर वाला हाथ हटा लें, विद्युत चाप का निर्माण रोकें।
- बिजली बंदउपकरण.
- सीवन को 3-5 मिनट तक ठंडा होने दें।, और हल्के से स्लैग को थपथपाएं और सीवन की गुणवत्ता की जांच करें - आदर्श रूप से, इसे मछली की तरह बिछे हुए तराजू की तरह दिखना चाहिए - एक को दूसरे को ओवरलैप करना चाहिए।
सुरक्षा सावधानियां
वेल्डिंग इन्वर्टर - बिजली के उपकरण, और इसलिए जब काम करना निषिद्ध है उच्च आर्द्रता, अंतर्गत खुली हवा मेंबारिश के दौरान.
केवल एक सुरक्षात्मक मास्क, एक विशेष आग प्रतिरोधी सूट और जूते और वेल्डिंग दस्ताने में काम करना आवश्यक है। कार्यस्थल विशाल होना चाहिए; कार्यस्थल में कोई ज्वलनशील या विस्फोटक सामग्री, तरल पदार्थ या सिलेंडर नहीं होना चाहिए।
ऐसी वस्तुओं के साथ वेल्डिंग कार्य करना निषिद्ध है जिनमें खतरनाक सामग्री होती है - डिब्बे, गैस टैंक और विभिन्न गोला-बारूद में।
आर्क गैप नियंत्रण

वेल्डिंग आर्क आरेख
जब आप आर्क गैप - वेल्डिंग आर्क को सही ढंग से बनाने और पकड़ने का कौशल विकसित कर लेते हैं, तो आप एक वेल्डर के प्रारंभिक कौशल के बारे में आत्मविश्वास से बात कर सकते हैं।
वास्तव में, यह एक सरल प्रक्रिया है, इसमें मुख्य बात यह समझ है कि चाप स्थिर रहेगा और धारक की सही, थोड़ी धीमी गति से इलेक्ट्रोड को सबसे कुशलता से पिघला देगा।
कई मायनों में, यह परीक्षण और त्रुटि द्वारा हासिल किया जाता है - एक समेकित कौशल तब दिखाई देगा, जब इलेक्ट्रोड को घुमाते समय, एक सजातीय सीम बनना शुरू हो जाता है, जो जुड़े हुए दोनों हिस्सों को जोड़ता है।
वेल्ड सीम बनाने के नियम

एक मजबूत और विश्वसनीय वेल्ड जोड़ प्राप्त करना काफी हद तक वेल्ड पूल में इलेक्ट्रोड के उचित संचलन का परिणाम है।
काफी प्रारंभिक रूप से, इसे मोटे तौर पर लिखना सीखने की प्रक्रिया के रूप में वर्णित किया जा सकता है।
धारक के साथ हाथ की गति प्रथम-ग्रेडर की कॉपीबुक की याद दिलाती है, जब कौशल काफी कमजोर होते हैं और आपको ज़िगज़ैग, वृत्त या तिरछी रेखाएँ खींचनी होती हैं। लेकिन एक ही समय में, एक विमान में आंदोलन के अलावा, वेल्डिंग करते समय, आपको या तो इलेक्ट्रोड को करीब लाने की आवश्यकता होती है या, इसके विपरीत, इसे हटा दें।
इस तरह के आंदोलनों से वेल्ड पूल में धातु की परतें बनाना संभव हो जाता है जैसे कि एक-दूसरे को ओवरलैप कर रहे हों, जो एक पूरी तरह से गठित कनेक्टिंग सीम सुनिश्चित करता है।
इन्वर्टर वेल्डिंग के दौरान प्रत्यक्ष और विपरीत ध्रुवता
धारक के वेल्डिंग केबलों का "माइनस" से और "ग्राउंड" क्लैंप का इन्वर्टर के "प्लस" से सामान्य कनेक्शन आपको सभी अनुमेय कनेक्शनों को आसानी से वेल्ड करने की अनुमति देता है, जबकि यह ध्रुवता आपको गर्मी की मात्रा बढ़ाने की अनुमति देती है। वेल्डिंग के दौरान उत्पन्न.
केबलों का रिवर्स कनेक्शन, और इन्वर्टर में ऐसी संभावना होती है, इलेक्ट्रोड को "प्लस" की आपूर्ति की जाती है, और वेल्ड किए जाने वाले हिस्सों पर "माइनस" लगाया जाता है, जो आपको गर्मी की मात्रा को कम करने की अनुमति देता है और, तदनुसार, बने भागों को जोड़ता है। बिना किसी जलन के पतली धातु का।

पतली धातु के साथ काम करना
इलेक्ट्रोड का चयन
पतली धातु वाले इन्वर्टर के साथ काम करने का विकल्प पहली बार शुरुआती लोगों के लिए आसान नहीं है, लेकिन पेशेवर भी हमेशा सफल नहीं होते हैं।
- हालाँकि, आपको पता होना चाहिए:पतली धातु की वेल्डिंग करते समय
- कनेक्ट करते समय पतली धातु और मोटी धातु, परिणाम प्राप्त करने के लिए, आपको पतली धातु को मोटे धातु से कसकर दबाने की जरूरत है और अधिक गरम होने और जलने से बचाने के लिए "मोटे से पतले की ओर" वेल्ड करना होगा।
- दोनों भागों को अच्छी तरह से साफ किया जाना चाहिए, अतिरिक्त स्लैग के गठन से बचने के लिए जंग को हटाया जाना चाहिए।
फायदे और नुकसान
 इन्वर्टर वेल्डिंग मशीन के साथ काम करना शुरू करते समय, ऑपरेटिंग निर्देशों के अलावा, इलेक्ट्रिक वेल्डिंग उपकरण पर और भी अधिक गहन प्रकाशनों से परिचित होना उपयोगी होता है, किसी भी मामले में, आपको सभी पेशेवरों और विपक्षों को स्पष्ट रूप से समझने की आवश्यकता होती है; ऐसे उपकरणों का.
इन्वर्टर वेल्डिंग मशीन के साथ काम करना शुरू करते समय, ऑपरेटिंग निर्देशों के अलावा, इलेक्ट्रिक वेल्डिंग उपकरण पर और भी अधिक गहन प्रकाशनों से परिचित होना उपयोगी होता है, किसी भी मामले में, आपको सभी पेशेवरों और विपक्षों को स्पष्ट रूप से समझने की आवश्यकता होती है; ऐसे उपकरणों का.
वेल्डिंग इनवर्टर के "फायदों" में स्पष्ट रूप से शामिल हैं:
- हल्का वज़न.
- काफी कम नेटवर्क वोल्टेज पर काम करने की क्षमता, इलेक्ट्रॉनिक्स मेन में 160-180 वोल्ट पर भी आर्क को पूरी तरह से पकड़ लेता है।
- विद्युत धारा का सुचारू समायोजनडिवाइस द्वारा जारी किया गया.
- काम करने का अवसरलगभग सभी प्रकार के इलेक्ट्रोड के साथ।
- आसान और कुशल आर्क इग्निशन।
- साथ काम करने के लिए कॉन्फ़िगर करने की क्षमता विभिन्न सामग्रियां , जोड़ी जाने वाली धातु की मोटाई और साथ दोनों के संदर्भ में विभिन्न धातुएँ- उदाहरण के लिए, एल्यूमीनियम, कच्चा लोहा।
- बिजली वृद्धि का लगभग पूर्ण अभावभीड़भाड़ वाले नेटवर्क पर भी काम करते समय।
दुर्भाग्य से, इसके नुकसान भी हैं, लेकिन उनमें से अधिकांश उपकरण के प्रत्यक्ष संचालन से संबंधित नहीं हैं:
- ट्रांसफार्मर मॉडल की तुलना में उच्च कीमत।
- काम करने की स्थिति की मांग करना- सकारात्मक तापमान, स्वीकार्य आर्द्रता, हल्की धूल।
- मरम्मत की उच्च लागत- प्रयुक्त इलेक्ट्रॉनिक घटकों की मरम्मत अक्सर या तो विशेष सेवा केंद्रों में की जाती है, या नया इन्वर्टर खरीदना सस्ता होता है।
वेल्डिंग इन्वर्टर तकनीक का सार यह है कि इलेक्ट्रॉनिक घटकों के संचालन के माध्यम से विद्युत नेटवर्क की प्रत्यावर्ती धारा को पहले प्रत्यक्ष धारा में परिवर्तित किया जाता है, और फिर एक बार फिर प्रत्यावर्ती धारा में, लेकिन विभिन्न गुणवत्ता संकेतकों के साथ - उच्च आवृत्ति (लगभग 20,000-50,000) हर्ट्ज) और उच्च शक्ति धारा - 100-200 एम्पीयर, लेकिन लगभग 60-90 वी के कम वोल्टेज के साथ।

वेल्डिंग इन्वर्टर का उपयोग शुरू करते समय, सबसे महत्वपूर्ण बात यह है कि आपको धैर्य रखना होगा; वास्तव में सुंदर सीम प्राप्त करने से पहले इलेक्ट्रोड के एक से अधिक पैक चले जाएंगे।
लेकिन जब आप पहली बार डिवाइस चालू करते हैं तो आपको इसके लिए प्रयास करने की आवश्यकता होती है, और निम्नलिखित बिंदु बहुत मदद करेंगे:
- प्रारंभिक चरण मेंयह सीखना पर्याप्त है कि चाप को कैसे पकड़ना है ताकि इलेक्ट्रोड समान रूप से गर्म हो जाए।
- पहले पाठ के दौरानपहले यह सीखने की सिफारिश की जाती है कि क्षैतिज सीम कैसे बनाएं, और उसके बाद ही कार्यों में विविधता लाएं - ऊर्ध्वाधर और छत तत्वों की वेल्डिंग।
- इसे एक आदत बनाना ज़रूरी हैजोड़ों से जंग और जमा को साफ करें।